生产线平衡LineBalancing定义生产线平衡(工序同期化):通过技术组织措施来调整生产线的工序时间定额,使工作地的单件作业时间等于生产线节拍,或者与节拍成整数倍关系
生产线的产出速度等于作业速度最慢的工作地的产出速度,因此希望每一工作地的工作任务大致都相等,减少或消除忙闲不均的现象,这就是生产线的平衡问题(又称工序同期化)
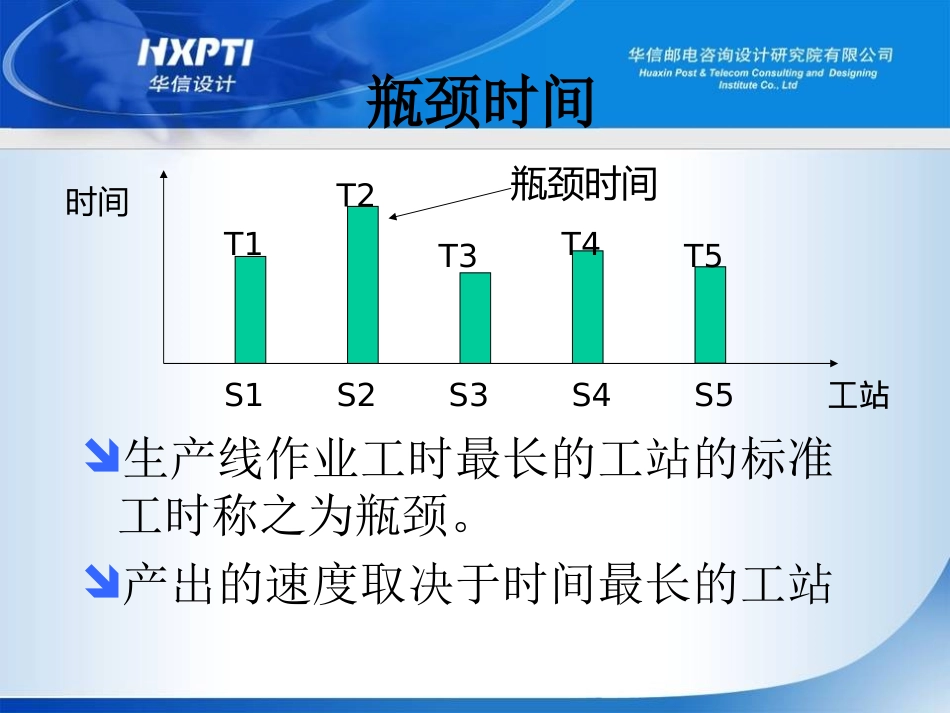
瓶颈时间生产线作业工时最长的工站的标准工时称之为瓶颈
产出的速度取决于时间最长的工站T1T2T3T4T5时间工站S1S2S3S4S5瓶颈时间生产节拍节拍时间:节拍时间:TactTime=TactTime=工作时间工作时间目标量目标量目标量:按日或小时要求产目标量:按日或小时要求产出数量
生产节拍指生产线上连续出产两件相同制品的时间间隔
它决定了生产线的生产能力、生产速度和效率
生产线平衡率平衡率是衡量工序中各工站节拍符合度的一个综合比值﹔总工序工时总和平衡率=----------------------×100%瓶颈时间×工站数平衡率的目标:与大设备相连≧85%其它≧95%平衡率100%的意义1
工站之间无等待,前后产能一致2
工站节拍相同﹐动作量相同(动作量是指工站中各种必要动素的时间总量)3
平衡损失时间为零4
设计效率最大化5
前后流程的设计可以更完善生产线平衡改善作业时间工序12345作业时间工序12345作业时间工序123451、分割作业11、缩短瓶颈时间,提高产能、缩短瓶颈时间,提高产能2、缩短时间2人1人3、增加人员生产线平衡改善作业时间工序12345作业时间工序12345作业时间工序123451、分割作业省略工序22、减少人员、减少人员2、合并作业省略工序2人1人3、减人根据生产线平衡排程的步骤1
根据预计UPH计算生产节拍时间(Tacttime)2
优先作业顺序图3
决定瓶颈周期时间(瓶颈CT≤Tacttime