手机底壳工艺流程1
铝挤板材/材料60636T2
去毛刺清洗6
精铣弧面10
精铣上下侧边11
精铣左右侧边12
清洗去毛刺13
一次阳极18
高光处理19
二次阳极20
铣导电位21
清洗去毛刺22
镭雕LOGO、导电位23
铝挤板材/材料60636T第一步将柱形铝材进行切割并挤压,这个过程被称之为铝挤,会让铝材挤压之后切割成为长方形的铝板方便加工,同时更加致密、坚硬,这个步骤需要注意材料硬度,材料含其他金属成分二
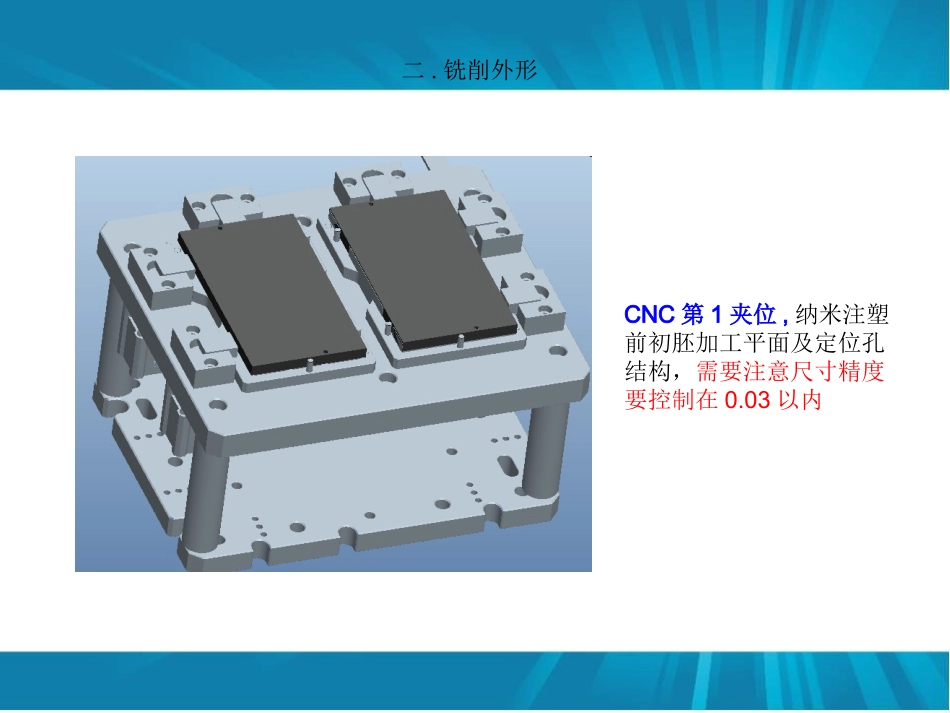
铣削外形CNC第1夹位,纳米注塑前初胚加工平面及定位孔结构,需要注意尺寸精度要控制在0
粗铣内腔CNC第2夹位,粗铣内腔,把内腔、以及与夹具结合的定位柱加工好,这对之后的加工环节至关重要
铣天线槽CNC第3夹位,对于全金属手机而言,最难解决的就是信号问题,同样金属铝也可以屏蔽(削弱)手机射频信号,所以必须经过开槽的方法,让信号可以有出入的路径
所以,铣天线槽是最重要、最难的一步,天线槽必须铣得均匀,并且保持必要的链接点以保证金属壳的强度和整体感
去毛刺清洗底壳粗胚完成需要把CNC加工留下的毛刺加工干净,然后清洗烘干送去做T处理六
T处理T处理流程:1
清洗;铝合金的表面会附着油脂类或微细的灰尘,特别在机械加工过的表面上附着加工时所用的冷却液、切粉等,2
碱处理;为了使铝合金基材与热塑性树脂粘合效果更好,需要对铝合金基材表面进行刻蚀
酸处理;酸处理的目的是中和上一步骤未完全洗净的碱溶液
如果在铝合金基材表面有碱残留,则在其使用过程中会加速腐蚀4
T处理;T处理是将铝材处理成可以与工程塑料相结合的表面,具体操作方法是将金属机身置于特殊的T液等化学药剂中,使铝材表面形成纳米级孔洞,为下一步的纳米注塑做准备
注意事项:T处理