24/10/207
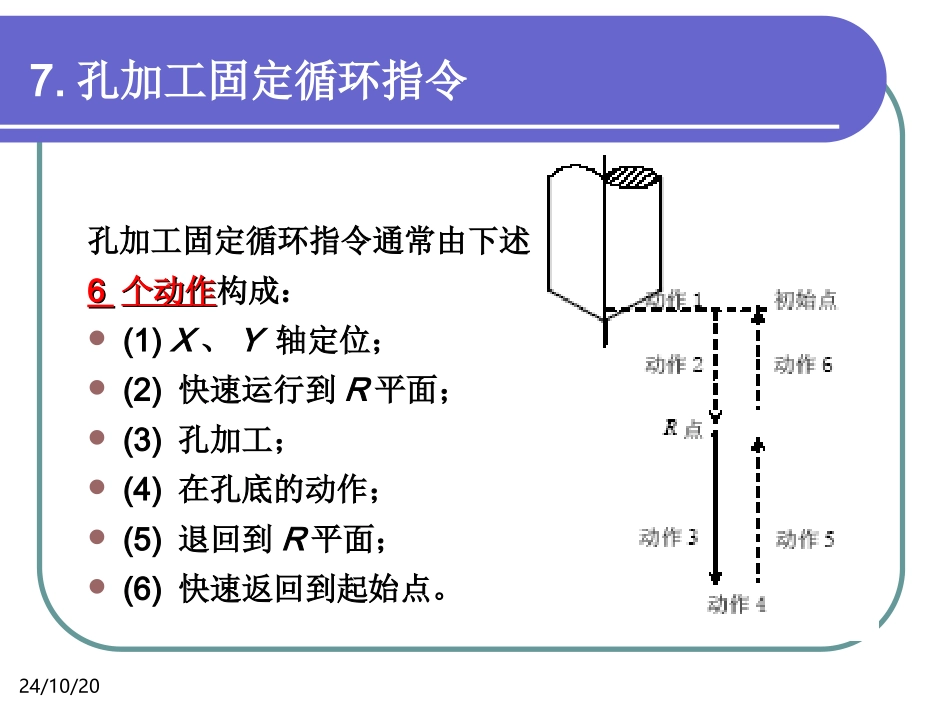
孔加工固定循环指令孔加工固定循环指令通常由下述66个动作个动作构成:(1)X、Y轴定位;(2)快速运行到R平面;(3)孔加工;(4)在孔底的动作;(5)退回到R平面;(6)快速返回到起始点
24/10/20循环指令的通用指令格式G90(91):绝对(增量)坐标方式;G98(99):返回初始平面(R点平面);G:固定循环代码之一;X、Y:加工起点到孔位的距离(G91)或孔位坐标(G90);R:初始点到R点的距离(G91)或R点的坐标(G90);Z:R点到孔底的距离(G91)或孔底坐标(G90);Q:每次进给深度(G73/G83);P:刀具在孔底的暂停时间;F:切削进给速度;k:固定循环的次数
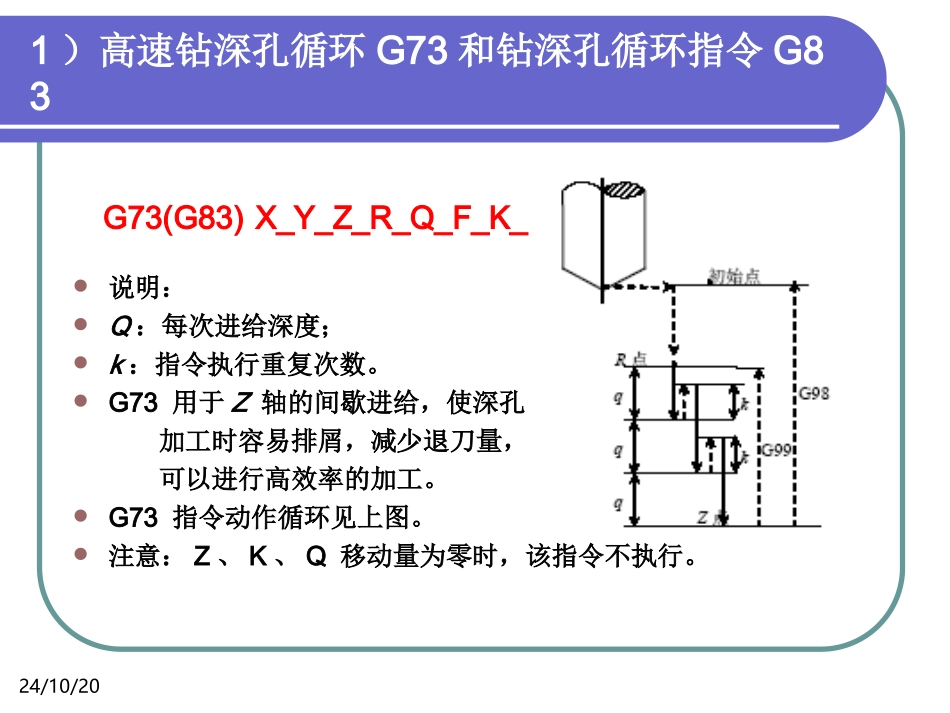
G90(91)G98(99)(G73~G88)X_Y_Z_R_Q_P_F_K_24/10/201)高速钻深孔循环G73和钻深孔循环指令G83说明:Q:每次进给深度;k:指令执行重复次数
G73用于Z轴的间歇进给,使深孔加工时容易排屑,减少退刀量,可以进行高效率的加工
G73指令动作循环见上图
注意:Z、K、Q移动量为零时,该指令不执行
G73(G83)X_Y_Z_R_Q_F_K_高速钻深孔循环G7324/10/20G83指令动作循环见图
钻深孔循环指令G8324/10/202)钻孔循环指令G81和G82G81钻孔动作循环,包括X,Y坐标定位、快进、工进和快速返回等动作
G81指令动作循环见图
注意:如果Z的移动量为零,该指令不执行
G81X_Y_Z_R_F_K_24/10/20G82:带停顿的钻孔循环G82指令除了要在孔底暂停外,其他动作与G81相同
暂停时间由地址P给出
G82指令主要用于加工盲孔,以提高孔深精度
注意:如果Z的移动量为零,该指令不执行
G82X_Y_Z_R_P_F_K_24/10/203)攻