第一章 轧制理论基础 第一节 轧制的基本概念 1、轧制 金属通过两个旋转方向相反的轧辊时,在轧辊压力作用下,使金属生产塑性变形
从而改变其断面的形状和尺寸,这种工艺过程称为轧制,被轧制的金属称为轧件
轧制按轧制时的温度不同,分为冷轧和热轧
在金属再结晶温度以下进行轧制叫冷轧,在金属再结晶温度以上轧制叫热轧
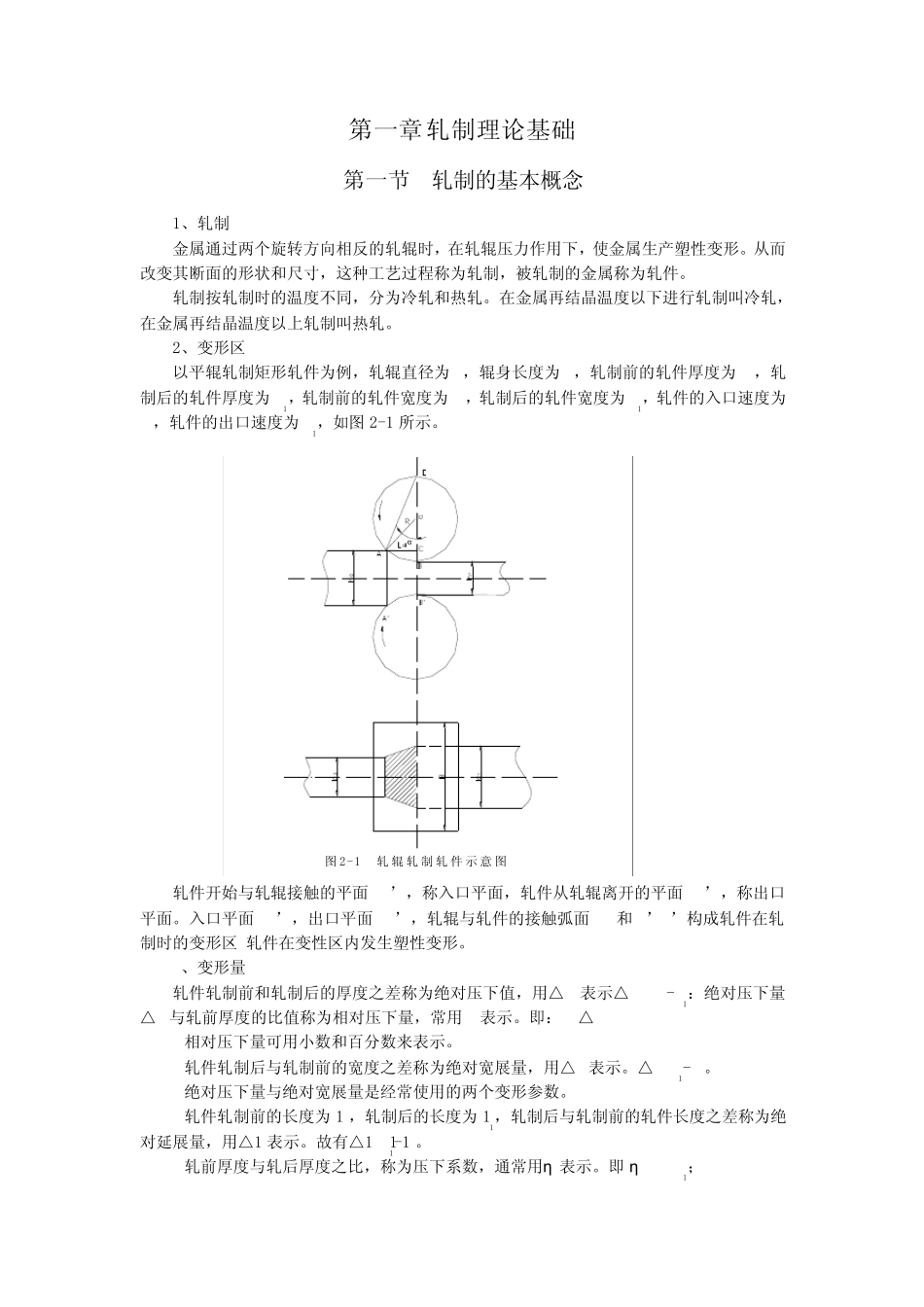
2、变形区 以平辊轧制矩形轧件为例,轧辊直径为D,辊身长度为B,轧制前的轧件厚度为ho,轧制后的轧件厚度为h1,轧制前的轧件宽度为bo,轧制后的轧件宽度为b1,轧件的入口速度为vo,轧件的出口速度为v1,如图2-1 所示
轧件开始与轧辊接触的平面AA’,称入口平面,轧件从轧辊离开的平面BB’,称出口平面
入口平面AA’,出口平面BB’,轧辊与轧件的接触弧面AB和A’B’构成轧件在轧制时的变形区
轧件在变性区内发生塑性变形
3、变形量 轧件轧制前和轧制后的厚度之差称为绝对压下值,用△h表示△h =ho-h1:绝对压下量△h与轧前厚度的比值称为相对压下量,常用Y表示
即:Y=△h/ho 相对压下量可用小数和百分数来表示
轧件轧制后与轧制前的宽度之差称为绝对宽展量,用△b表示
△b=b1-bo
绝对压下量与绝对宽展量是经常使用的两个变形参数
轧件轧制前的长度为1o,轧制后的长度为11,轧制后与轧制前的轧件长度之差称为绝对延展量,用△1 表示
故有△1=11-1o
轧前厚度与轧后厚度之比,称为压下系数,通常用η 表示
即 η =ho/h1; 图2-1 轧辊轧制轧件示意 图α轧后宽度与轧前宽度之比,称为侧压系数,通常用k表示
即 k=b1/b0; 轧后长度与轧前长度之比,称为延伸系数,通常用μ 表示
即μ =l1/l0
4、咬入弧与咬入角 轧辊与轧件接触部分的A⌒B和A’⌒B’弧称为咬入弧(又称接触弧)
与咬入弧 A⌒B和A’⌒B’所对应的圆心角α 称为咬入角