黄 石 1 4 5 0 轧 机 培 训 1 轧 机 培 训 教 程 黄 石 1 4 5 0 轧 机 培 训 2 1450 液 压 AGC 控 制 系 统 概 述 一 : 厚 度 自 动 控 制 原 理 AGC 控 制 的 目 的 , 是 借 助 于 辊 缝 、 张 力 、 速 度 等 可 调 参 数 , 把 轧 制 过 程 参 数 ( 如 原 料 厚度 、 硬 度 、 摩 擦 系 数 、 变 形 抗 力 等 ) 波 动 的 影 响 消 除 , 使 其 达 到 预 期 的 目 标 厚 度
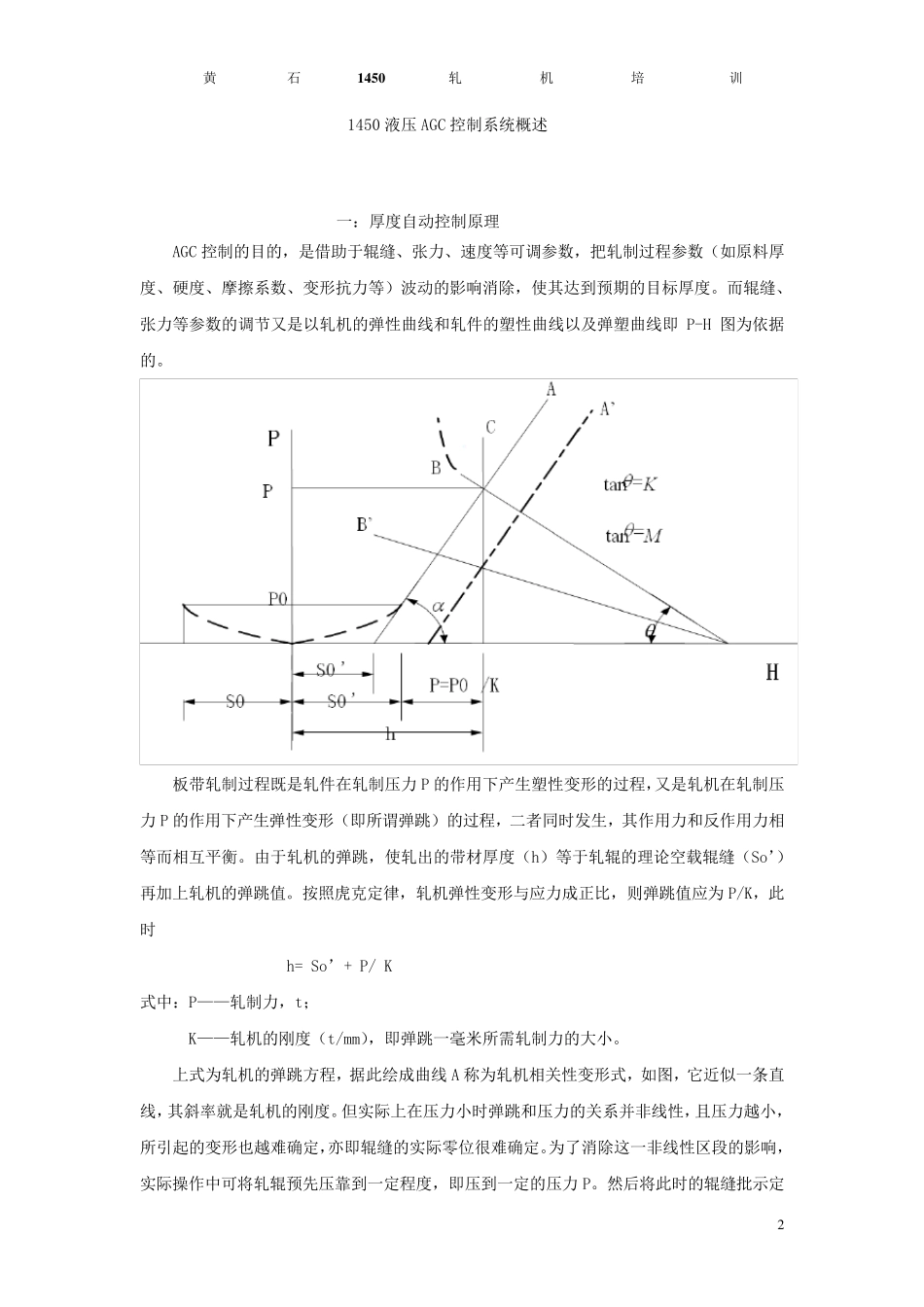
而 辊 缝 、张 力 等 参 数 的 调 节 又 是 以 轧 机 的 弹 性 曲 线 和 轧 件 的 塑 性 曲 线 以 及 弹 塑 曲 线 即P-H 图 为 依 据的
板 带 轧 制 过 程 既 是 轧 件 在 轧 制 压 力 P 的 作 用 下 产 生 塑 性 变 形 的 过 程 ,又 是 轧 机 在 轧 制 压力 P 的 作 用 下 产 生 弹 性 变 形 ( 即 所 谓 弹 跳 ) 的 过 程 , 二 者 同 时 发 生 , 其 作 用 力 和 反 作 用 力 相等 而 相 互 平 衡
由 于 轧 机 的 弹 跳 , 使 轧 出 的 带 材 厚 度 ( h) 等 于 轧 辊 的 理 论 空 载 辊 缝 ( So’)再 加 上 轧 机 的 弹 跳 值
按 照 虎 克 定 律 , 轧 机 弹 性 变 形 与 应 力 成 正 比 , 则 弹 跳 值 应 为 P/K, 此时 h= So’ + P/ K 式中: P——轧 制 力 , t; K——轧 机 的 刚度 ( t/mm), 即 弹 跳 一 毫米所 需轧 制 力 的 大小
上 式为 轧 机 的 弹 跳 方程 , 据 此绘成 曲 线 A 称为 轧 机 相 关性 变 形 式, 如 图 , 它近似一 条直线 , 其 斜率就是