辽 C2-0 共 页 第 页 压 力 容 器 产 品 工 艺 文 件 产品名称: 过滤器 图 号: SYY10-154-00 容器类别: 制造编号: 产品编号: 编制: 年 月 日 审核: 年 月 日 批准 年 月 日 筒体 工艺过程卡 辽 B2-6
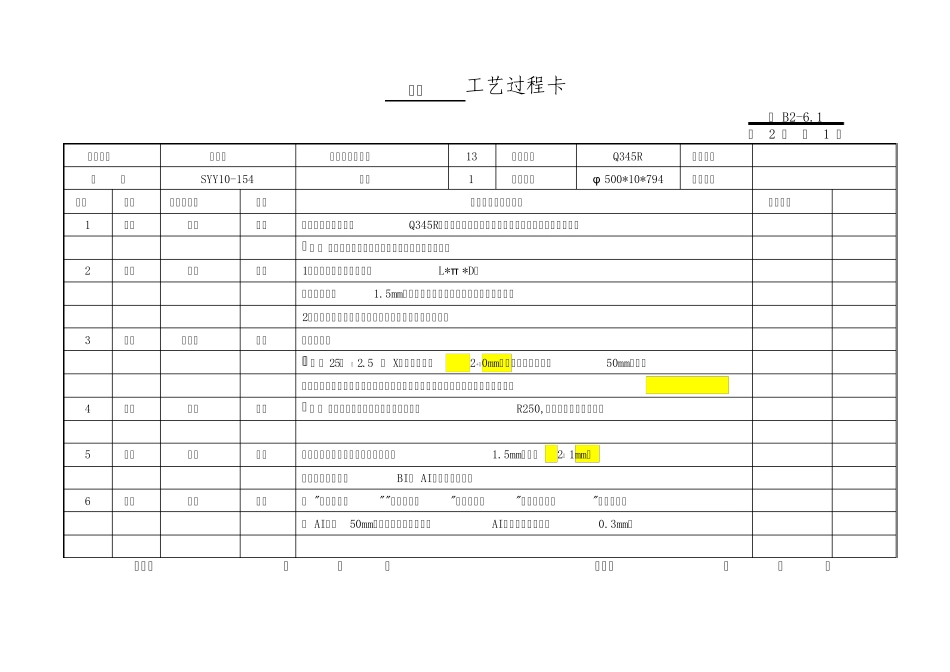
1 共 2 页 第 1 页 产品名称 过滤器 零(部)件件号 13 材料编号 Q345R 制造编号 图 号 SYY10-154 数量 1 材料规格 φ 500*10*794 产品编号 序号 车间 工种或设备 工序 工艺内容及技术要求 单件工时 1 铆焊 铆工 领料 筒节,材料为钢板(Q345R)应具有质量合格证明文件,或有效复印件,材料表观 质合 格 ,标记清晰,并与材料证明文件相关内容相符
2 铆焊 铆工 划线 1、划筒节展开净尺寸线,L*π *D, 对角线尺寸≤1
5mm,注:卷制方向必须与钢板轧制方向同向
2、打制材料标记移植,钢检标记,产品编号(件号)
3 铆焊 水焊工 切割 切割落料: 坡口角 度 25°± 2
5 ° X型坡口,钝边2+10mm,清除切割部位至少50mm范围内 渣瘤及氧化物,修磨坡口,坡口表面不得存有夹杂,裂纹等缺陷
落料周边粗糙度 4 铆焊 铆工 压头 筒筒 节 ,沿卷制方向端部压头,内曲率半径R250,并用样板检查与验收
5 铆焊 铆工 卷制 在卷板机上卷制合口
对口错边量≤1
5mm,间隙2± 1mm
产品焊接试板连接BI端 AI焊缝延长部位
6 铆焊 铆工 焊接 按 "焊条电弧焊""埋弧自动焊"工艺守则,"焊接工艺规程"要求施焊
距 AI焊缝50mm处打制焊工钢印
筒节AI内焊缝凸起高度<0
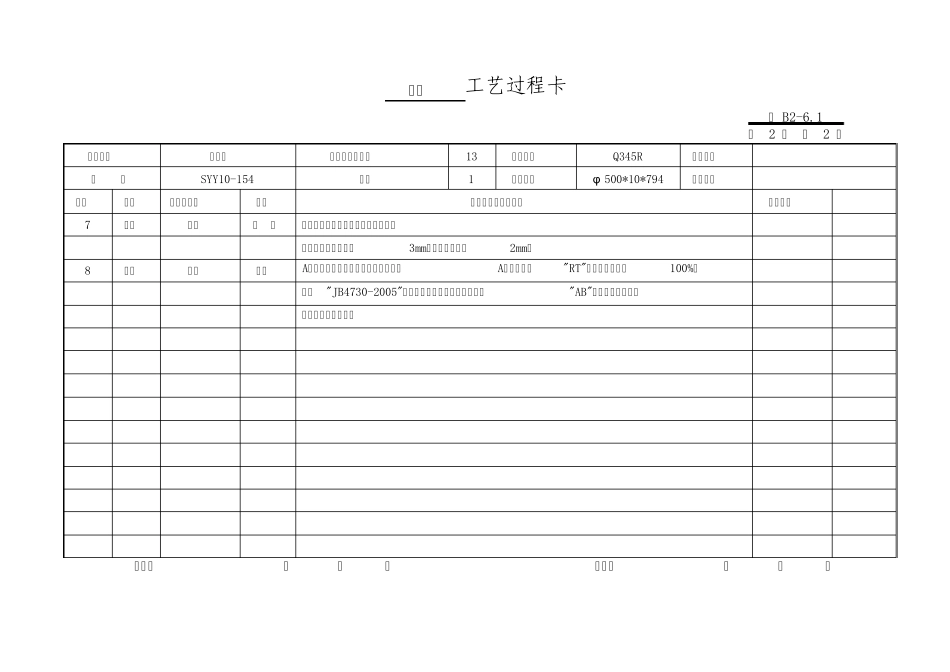
审核: 年 月 日 编制: 年 月 日 筒节 工艺过程卡 辽 B2-6
1 共 2 页 第 2 页 产品名称 过滤器 零(部)件件号 13 材料编号 Q345R 制造编号 图 号