1 / 13热处理工艺规范一 淬火工艺规程1、 目的本规程规定了产品零(部)件等的淬火操作程序及要点
2、适用范围本规程适用于在电阻炉中进行的产品零(部)件、工模具、机修零件等的淬火处理
3、 引用标准API SPEC 6A 井口装置和采油树设备规范A29/A29M 热锻及冷加工碳素钢和合金钢棒A182/A182M 高温用锻制或轧制合金钢和不锈钢法兰、锻制管件、阀门和部件GB/T 3077 合金结构钢GB/T 699 优质炭结构钢QP752 特殊过程控制程序QS4020 热处理检验规范4、 准备4
1 热处理设备评定应符合《特殊过程控制程序》 、《热处理检验规范》要求 , 具体要求见附录A
2 熟悉工艺卡和技术要求
3 检查工件表面是否有裂纹、碰伤和其它脏物存在
4 准备好所需的工装夹具
5 对重要工件材质可疑时,应在工件的非工作面进行火花鉴别或化验其化学成分
6 根据工艺要求检查和调整经过评定的设备、仪表
7 形状复杂的工件有不需淬硬的孔眼、尖角、螺纹时应采用堵塞、缠石棉或用专用工具加以保护
8 工件表面不允许有氧化、脱碳时,应涂防氧化脱碳剂或用装箱埋林炭封闭保护加热
5、 装炉5
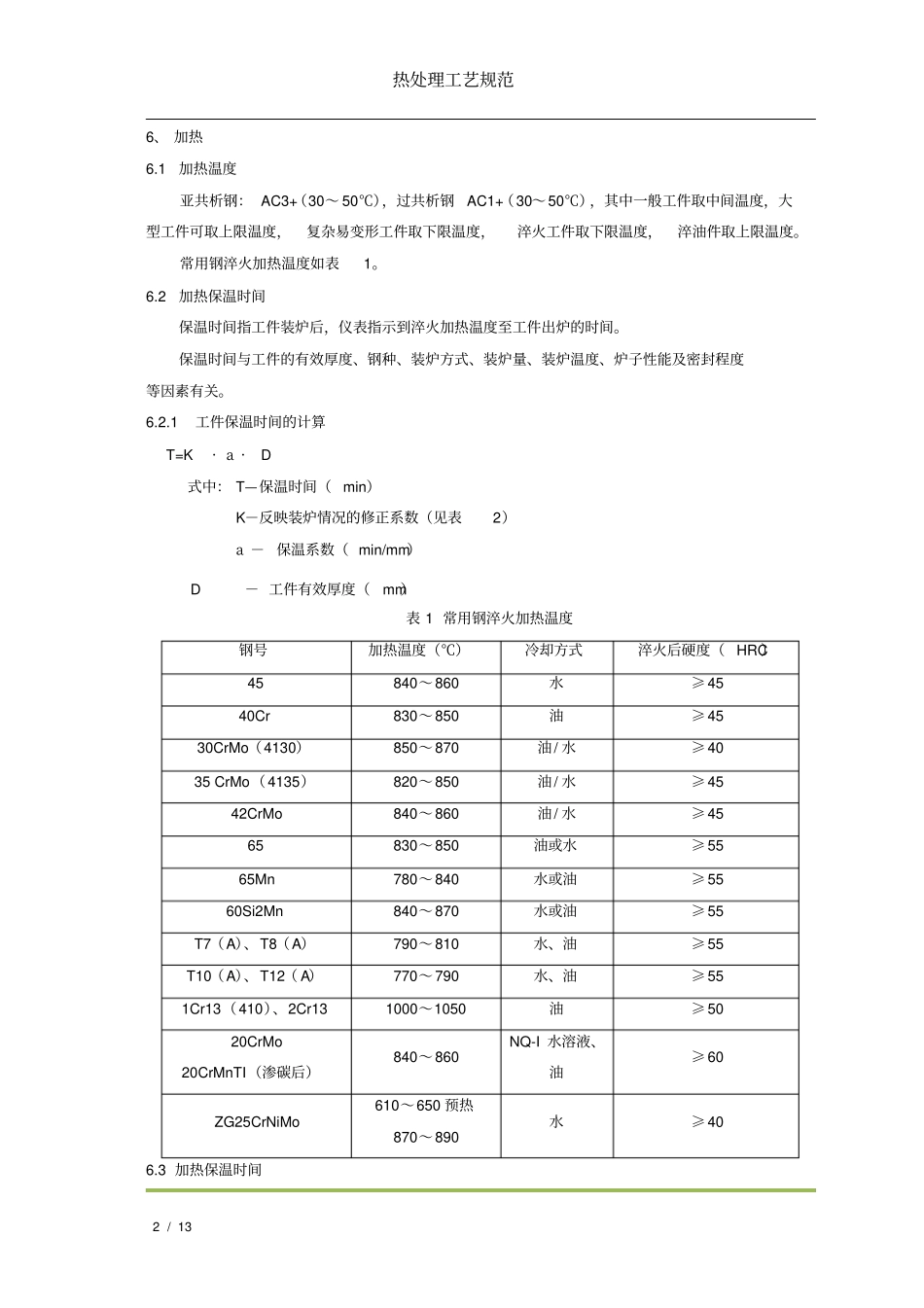
1 装炉温度一般不高于300℃,高碳、高合金钢有效直径较大件及形状复杂件应预热,预热温度一般为600~640℃
2 不同材质、相同加热温度的工件可同炉加热,截面大小不同的工件装入一炉时,大件应放在炉膛里面,大小件分别计算保温时间
3 工件不允许杂乱无章的堆放,一般单层放置, 工件间隙 10~30 ㎜, 小件允许适当堆放,但保温时间酌情增加,保证炉内任何一件零件不影响任何其它同炉零件的热处理效果
4 装炉时必须将工件放在专用框架或炉底板上,用钩子、钳子堆放,不得将工件直接抛入炉内,以免碰伤工件或损坏设备
5 工件应均匀放在炉子有效加热区里
2 / 13