下载后可任意编辑钢结构焊接作业指导书一 工程概况 、工程内容、 施工范围 、工程量1.1 阳泉煤业集团煤矸石综合利用电厂工程#1 炉为一台 480t/h 循环流化床锅炉,型号为 HG—480/13
1.2 工程内容:钢架、平台扶梯、旋风分离器、锅炉本体密封等所有锅炉钢结构的焊接作业
二 编制依据2.1 施工图纸2.2 《电力建设施工及验收技术法律规范》火力发电厂焊接篇 DL5007-92
2.3 焊工培训考核执行劳人部颁发《锅炉压力容器焊工考试规则》
2.4 《火电施工质量检验及评定标准》焊接篇(1996 年版)三 焊前准备工作及机具配备 3.1 焊工资格认定:参加焊接的焊工应按“焊工技术考核规程”规定,经相应试件考试合格,持证上岗
3.2 施工人员必须在接受技术员技术交底并签字后方可施工
3.3 焊工应了解并熟悉所焊组件的情况,组件材质,焊接材料,施焊的空间位置,施焊顺序,以及所要达到的质量目标
3.4 所采纳的焊条质量应符合国家标准,并应具有良好的工艺性能,焊条在使用前应按产品说明书规定进行烘焙
对于有特别要求、特别材质的工件,焊工及时询问技术人员,并严格执行《焊材跟踪管理办法》
3.5 施焊人员要提前一天通知焊条二级库人员,讲清自己所用焊条牌号、规格及数量
3.6 焊条二级库保管员提前一天按焊条说明书对焊条进行烘焙,如无具体说明,应按下列参数进行烘焙
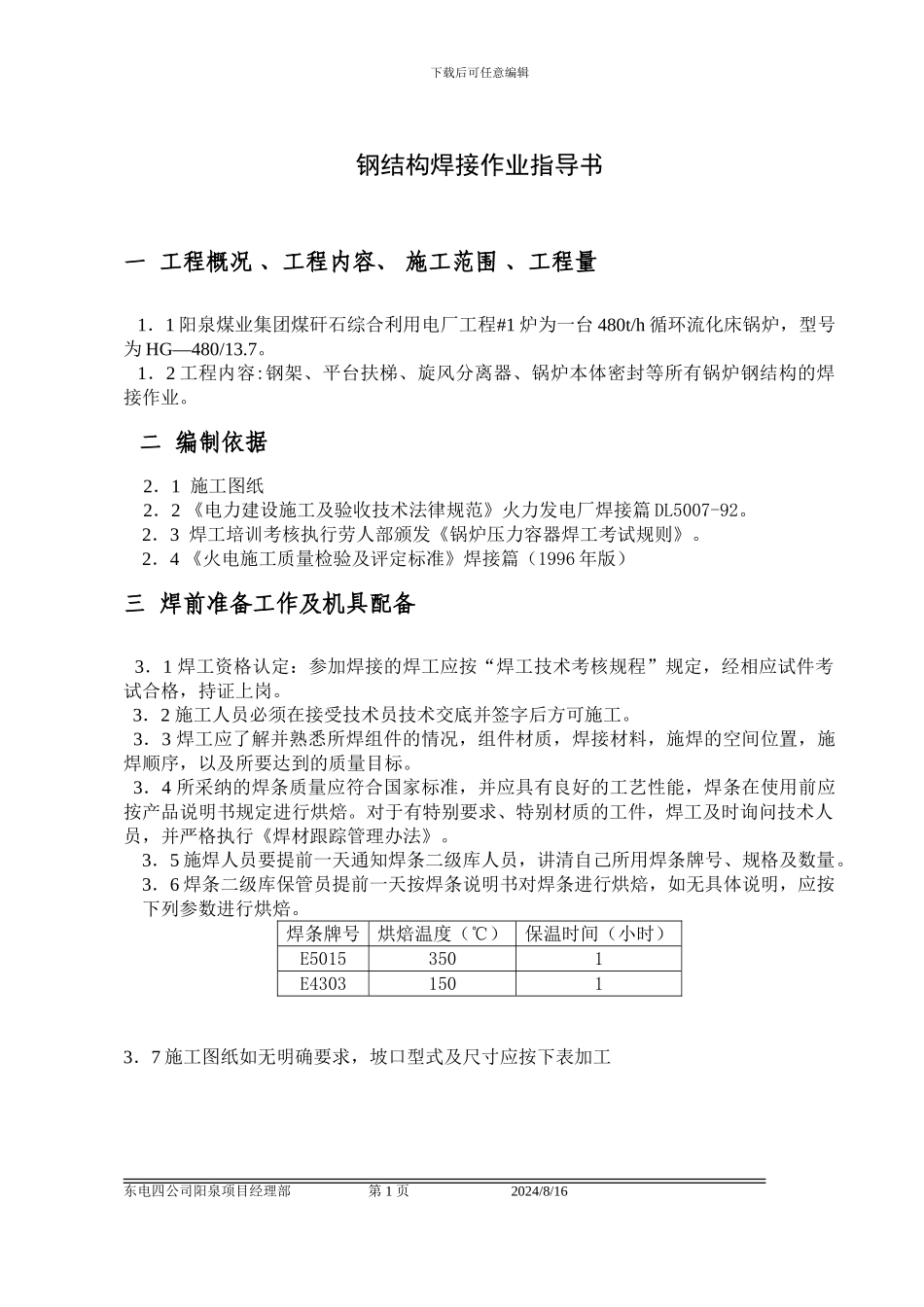
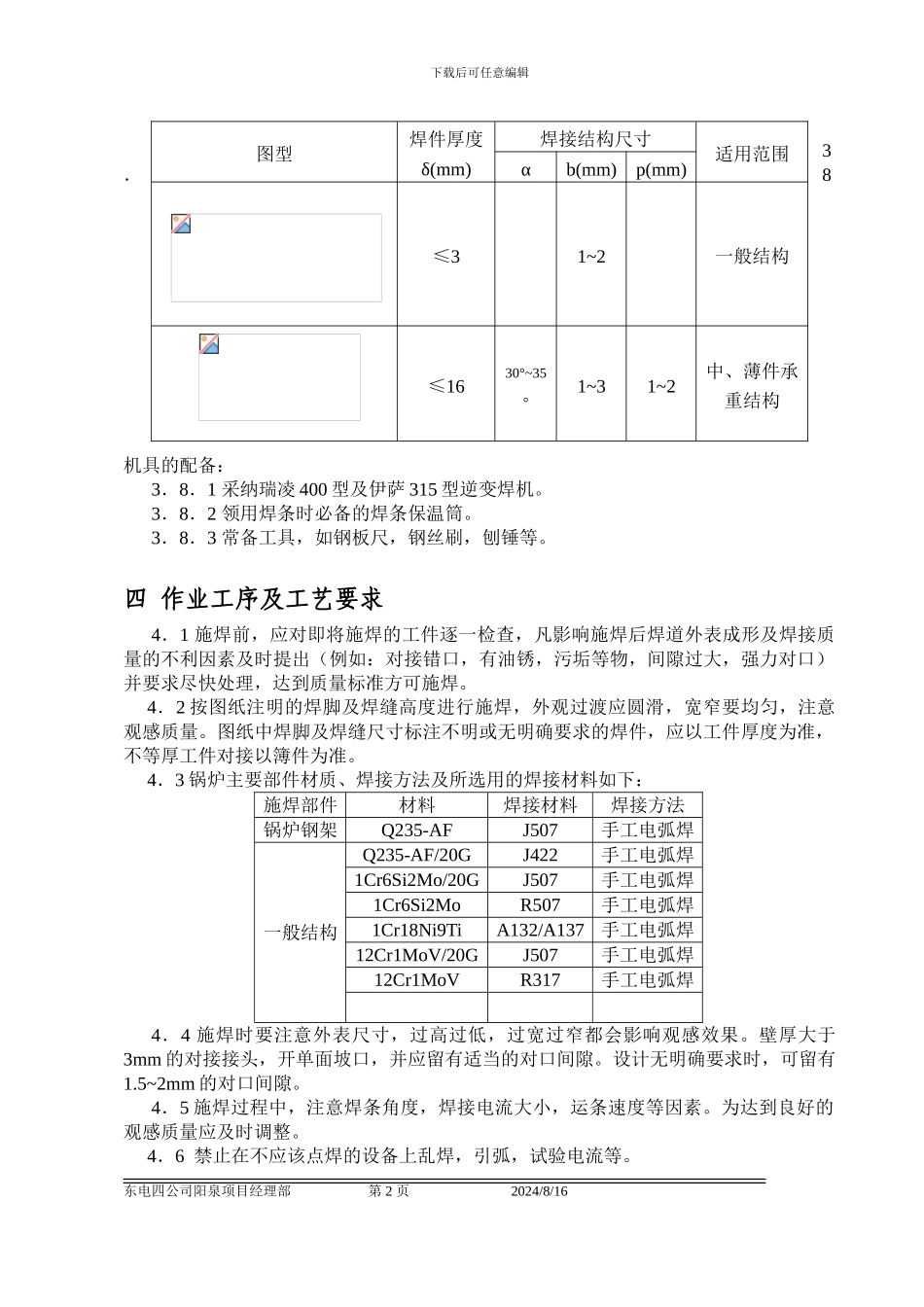
焊条牌号烘焙温度(℃)保温时间(小时)E50153501E43031501 3.7 施工图纸如无明确要求,坡口型式及尺寸应按下表加工东电四公司阳泉项目经理部 第 1 页 2024/8/16下载后可任意编辑3.8 机具的配备:3.8.1 采纳瑞凌 400 型及伊萨 315 型逆变焊机
3.8.2 领用焊条时必备的焊条保温筒
3.8.3 常备工具,如钢板尺,钢丝刷,刨锤等
四 作业工序及工艺要求4.1 施焊前,应