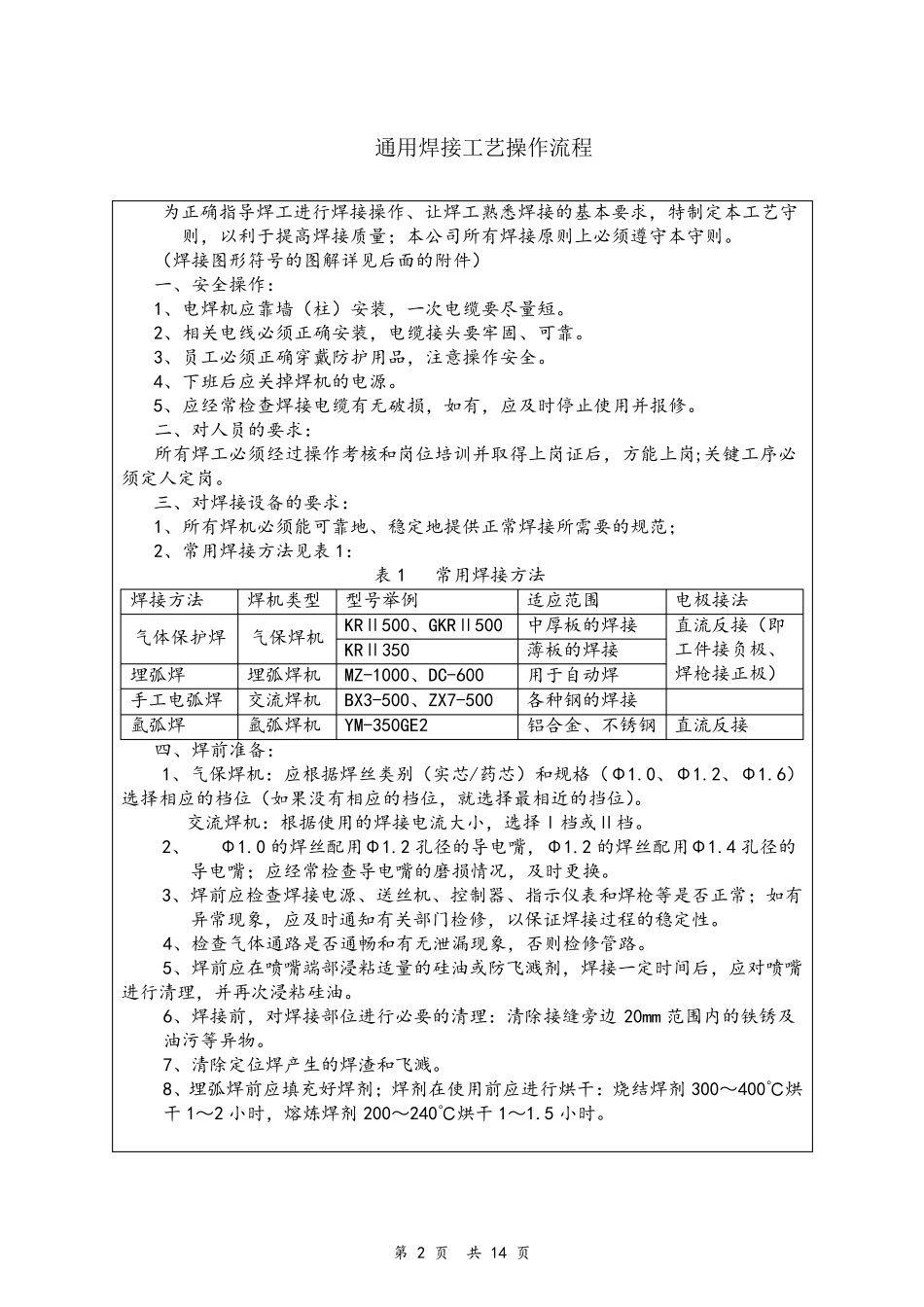
文件状态: 公司名称 文件编号: 主控部门:技术部 第 1 页 共 14 页 通用焊接工艺守则 编 制: 审 核: 批 准: 时 间: 第 2 页 共 14 页 通用焊接工艺操作流程 为 正 确 指 导 焊 工 进 行 焊 接 操 作 、 让 焊 工 熟 悉 焊 接 的 基 本 要 求 , 特 制 定 本 工 艺 守则 , 以 利 于 提 高 焊 接 质 量 ; 本 公 司 所 有 焊 接 原 则 上 必 须 遵 守 本 守 则 。 ( 焊 接 图 形 符 号 的 图 解 详 见 后 面 的 附 件 ) 一 、 安 全 操 作 : 1、 电 焊 机 应 靠 墙 ( 柱 ) 安 装 , 一 次 电 缆 要 尽 量 短 。 2、 相 关 电 线 必 须 正 确 安 装 , 电 缆 接 头 要 牢 固 、 可 靠 。 3、 员 工 必 须 正 确 穿 戴 防 护 用 品 , 注 意 操 作 安 全 。 4、 下 班 后 应 关 掉 焊 机 的 电 源 。 5、 应 经 常 检 查 焊 接 电 缆 有 无 破 损 , 如 有 , 应 及 时 停 止 使 用 并 报 修 。 二 、 对 人 员 的 要 求 : 所 有 焊 工 必 须 经 过 操 作 考 核 和 岗 位 培 训 并 取 得 上 岗 证 后 , 方 能上 岗 ;关 键工 序必 须 定 人 定 岗 。 三、 对 焊 接 设备的 要 求 : 1、 所 有 焊 机 必 须 能可 靠 地、 稳定 地提 供正 常 焊 接 所 需要 的 规范; 2、 常 用 焊 接 方 法见 表1: 表1 常 用 焊 接 方 法 焊 接 方 法 焊 机 类型 型号 举例 适应 范围 电 极接 法 气体保护 焊 气保焊 机 KRⅡ500、 GKRⅡ500 中厚板的 焊 接 直流反接 ( 即工 件 接 负极、焊 枪接 正 极) KRⅡ350 薄板的 焊 接 埋弧焊 埋弧焊 机 MZ-1000、 DC-600 用 于 自动焊 手工 电 弧焊 交流焊 机 BX3-500、 ZX7-500 各种钢的 焊 接 氩弧焊 氩弧焊 机 YM-350GE2 铝合金、 不锈钢 直流反接 四、 焊 前准备: 1、 气保焊 机 : 应 根据焊 丝类别( 实芯/药芯) 和 规格( Φ1.0、 Φ1.2、 Φ1.6) 选择相 应 的 档位 ( 如 果没有 相 应 的 档位 , 就选择最相 近的 挡位 )。 交流焊 机 : 根据使 用 的 焊 接...