有砟轨道铺设施工工艺1 适用范围本施工工艺适用于新建XX铁路第二双线有砟轨道铺设作业
2 作业准备内业技术准备开工前组织技术人员认真学习实施性施工组织设计,阅读、审核施工图纸,澄清有关技术问题,熟悉规范及技术标准
制定施工安全保证措施,提出应急预案
对施工人员进行技术交底,对参加施工人员进行上岗培训,某些特殊工作必须持证上岗
外业技术准备施工队伍进场,安排好施工队伍的住宿;施工机械设备及各种小型机具进场及调试,如运输列车、铺轨机、换轨车、倒装龙门架等,进场后认真调试其性能, 确保开工后状态良好
施工前了解整个线路的情况,确认线路是否已具备铺设长钢轨的条件
3 技术要求根据设计要求,严格按照“配轨表”铺轨编号依次铺设长钢轨
左右两股钢轨的胶接绝缘接头应相对铺设,联合接头左右股相错量不大于 100mm,且绝缘接头轨缝绝缘端板距轨枕边缘不宜小于100mm
轨枕应正位,并与轨道中心线垂直
枕间距为600mm,允许偏差为±20mm,连续 6 根轨枕的距离为3m±30mm
轨道中心线与线路设计中心线应一致,允许偏差为30mm
4 施工程序与工艺流程施工程序有咋轨道铺设采用换铺法施工,施工程序为:○1 轨排生产,○2 轨排铺设,○3 卸放长钢轨,○4 换铺长钢轨,○5 工具轨回收
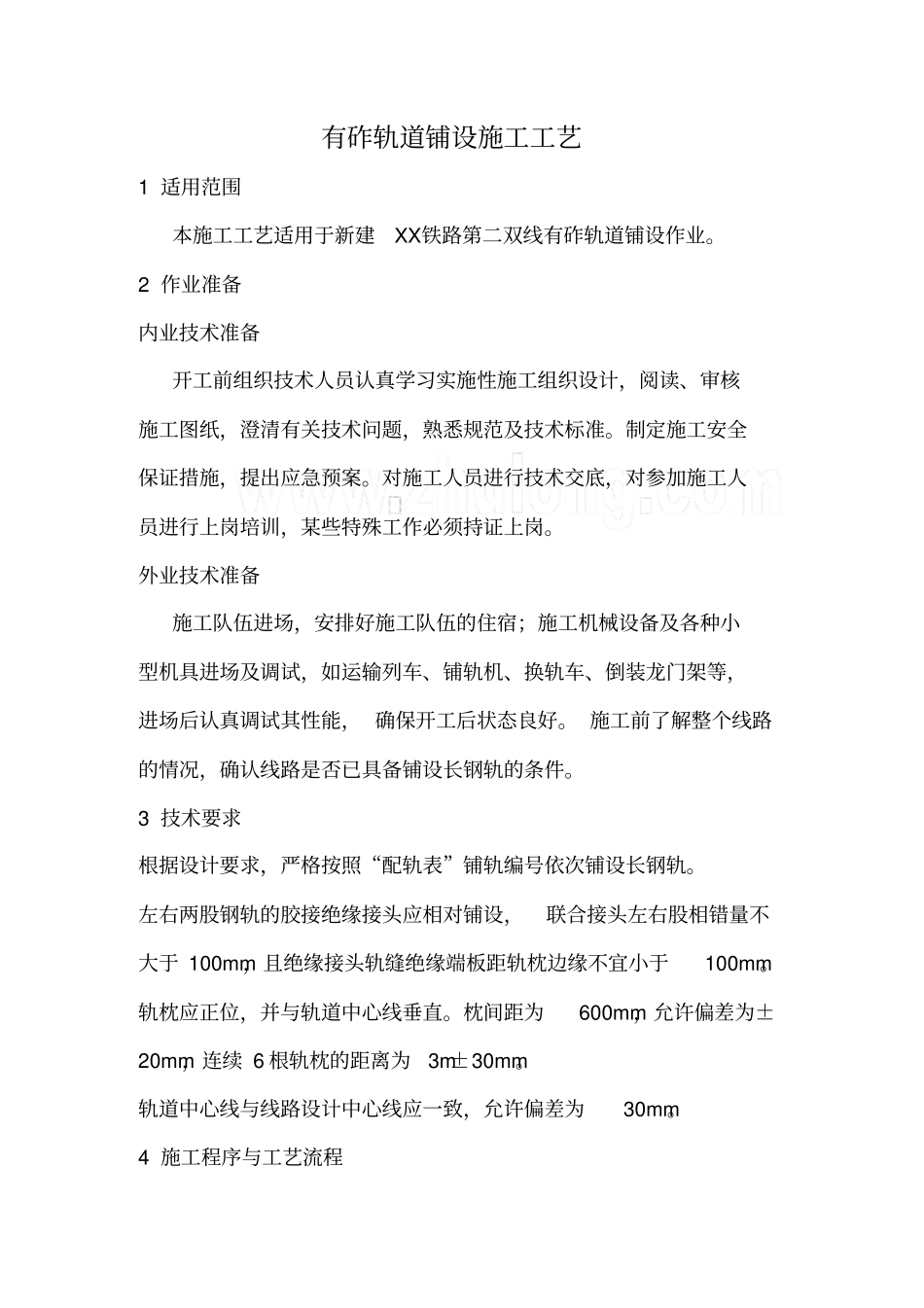
1 轨排生产工艺流程结 束安装钢轨扣件轨排吊运存放钢轨位置检验合格不合格吊放钢轨不合格合格枕间距及垫板安装检验安放垫板匀 枕生产线布枕轨枕螺栓安装轨料整理及存放不合格合格轨料检验施工准备轨排生产线建设轨料采购4
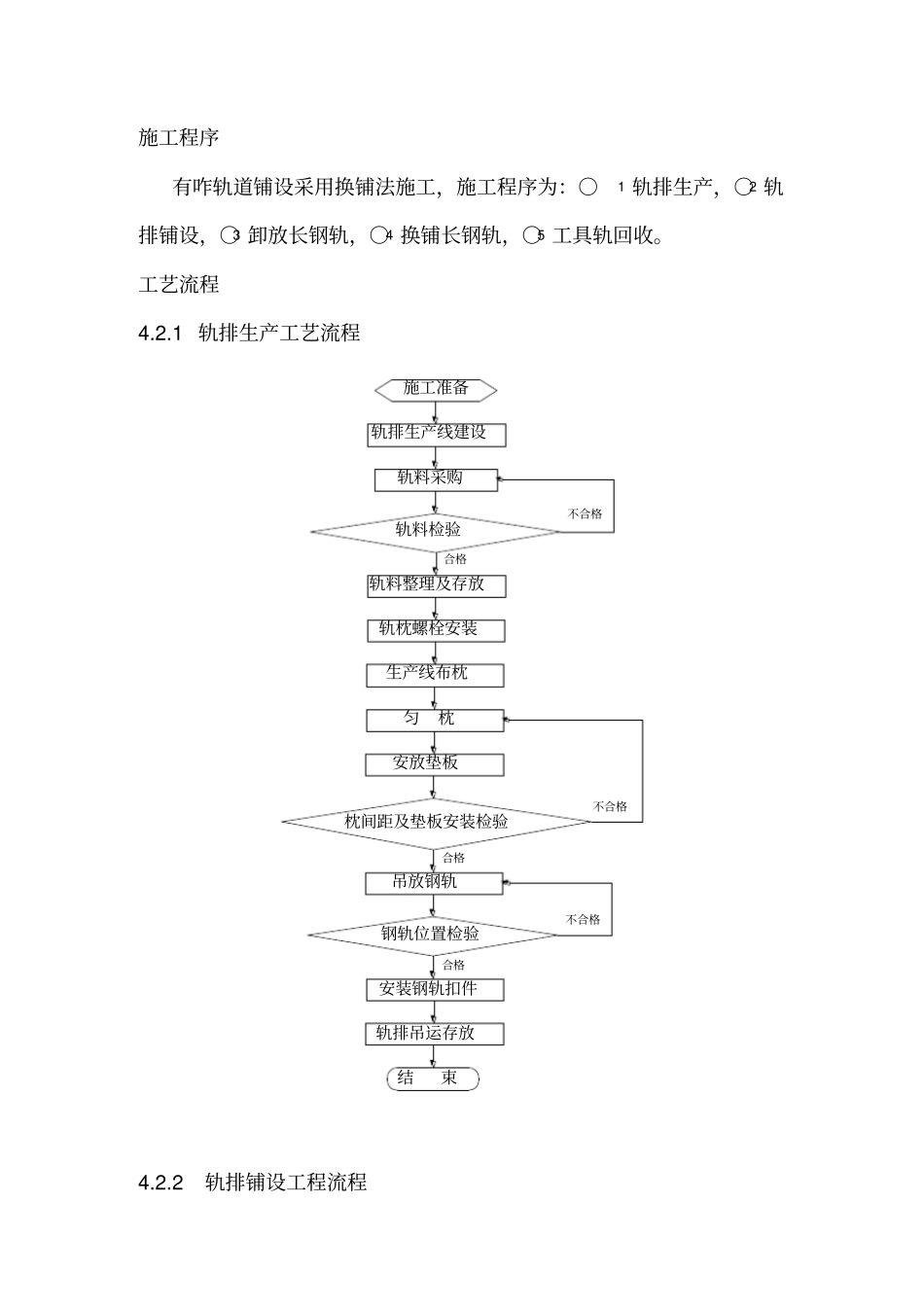
2 轨排铺设工程流程倒运平车作业循环铺轨机作业循环不合格结 束合格铺轨质量检验拨荒道铺轨机前进轨排连接轨排落放轨排对位铺轨机吊运轨排轨排组过渡轨排组运送轨排组倒装轨排装车、运输施工准备4
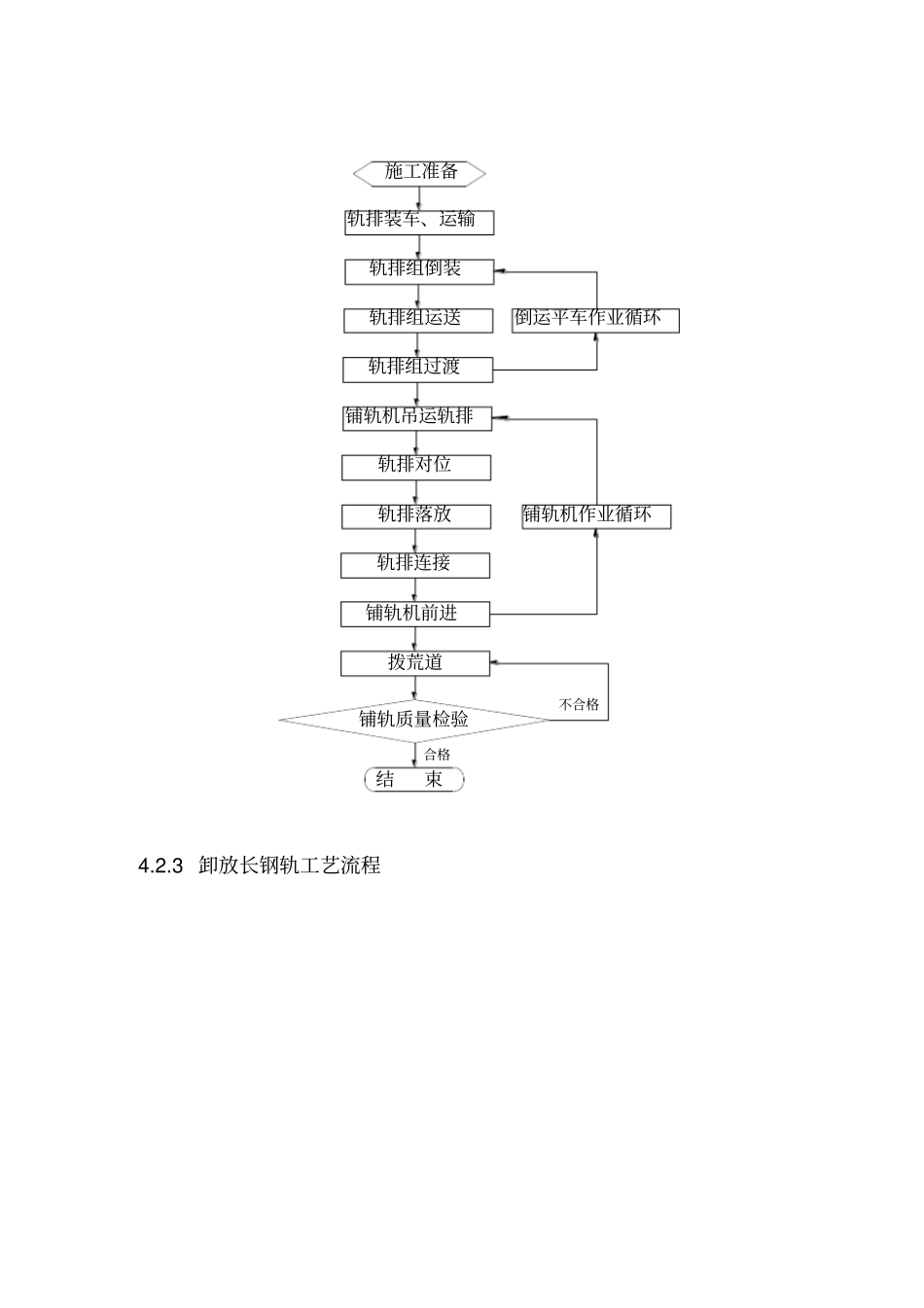
3 卸放长钢轨工艺流程运输列车循环作业施工准备长钢轨装车、运输运输列车到铺轨作业点对位长钢