一:工艺尺寸链计算1 :右图所示衬套,材料为38CrMoAlA,孔径为040
00145mm的表面需要渗氮,精加工渗层厚度为 0
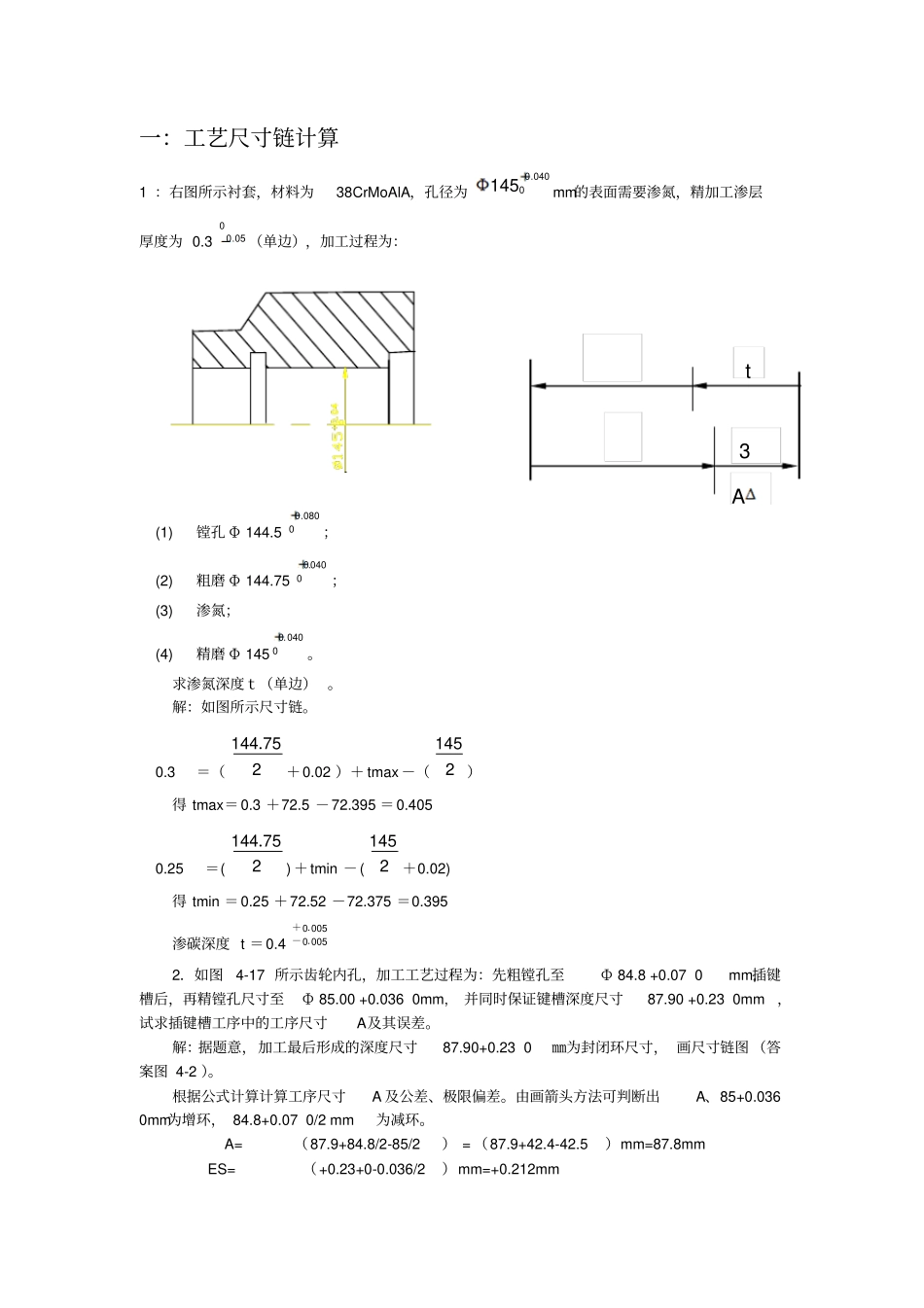
0(单边),加工过程为: (1)镗孔 Φ 144
00; (2)粗磨 Φ 144
00; (3)渗氮; (4)精磨 Φ 145040
求渗氮深度t(单边)
解:如图所示尺寸链
3=(275144.+0
02 )+ tmax -(2145)得 tmax=0
395 =0
25=(275144.) +tmin -(2145+0
02) 得 tmin =0
25 +72
52 -72
375 =0
395 渗碳深度 t =0
400500050.+.-2.如图4-17 所示齿轮内孔,加工工艺过程为:先粗镗孔至Ф 84
07 0mm,插键槽后,再精镗孔尺寸至Ф 85
036 0mm,并同时保证键槽深度尺寸87
23 0mm,试求插键槽工序中的工序尺寸A及其误差
解:据题意,加工最后形成的深度尺寸87
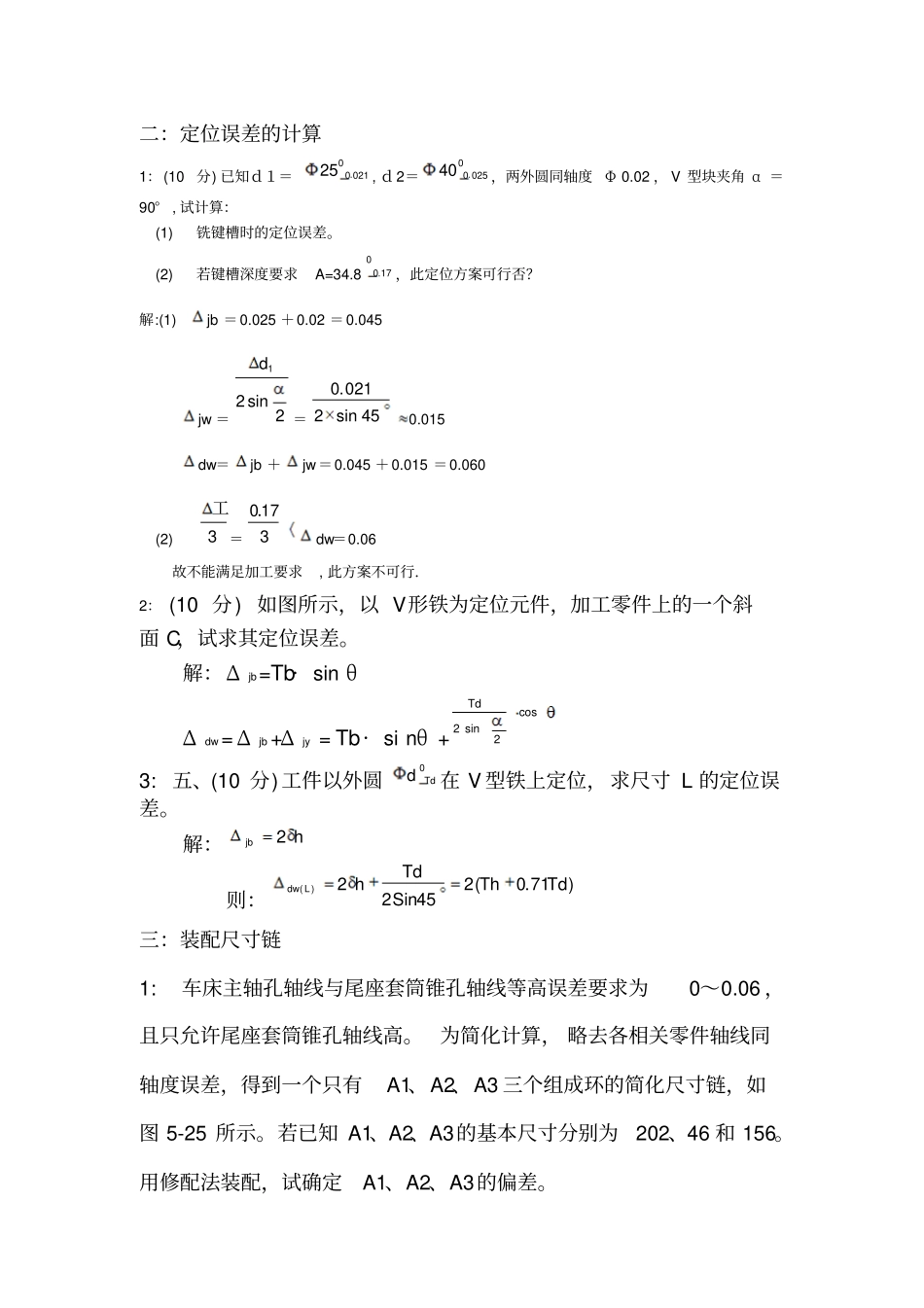
23 0㎜为封闭环尺寸, 画尺寸链图 (答案图 4-2 )
根据公式计算计算工序尺寸A 及公差、极限偏差
由画箭头方法可判断出A、85+0
036 0mm为增环, 84
07 0/2 mm为减环
8/2-85/2) = (87
5)mm=87
8mm ES=(+0
23+0-0
036/2)mm=+0
212mm t 3AEI= (0+0
07/2-0)mm=+0
035mm 故工序尺寸为87
212 +0
035 mm 85/ 84
4/2 A87
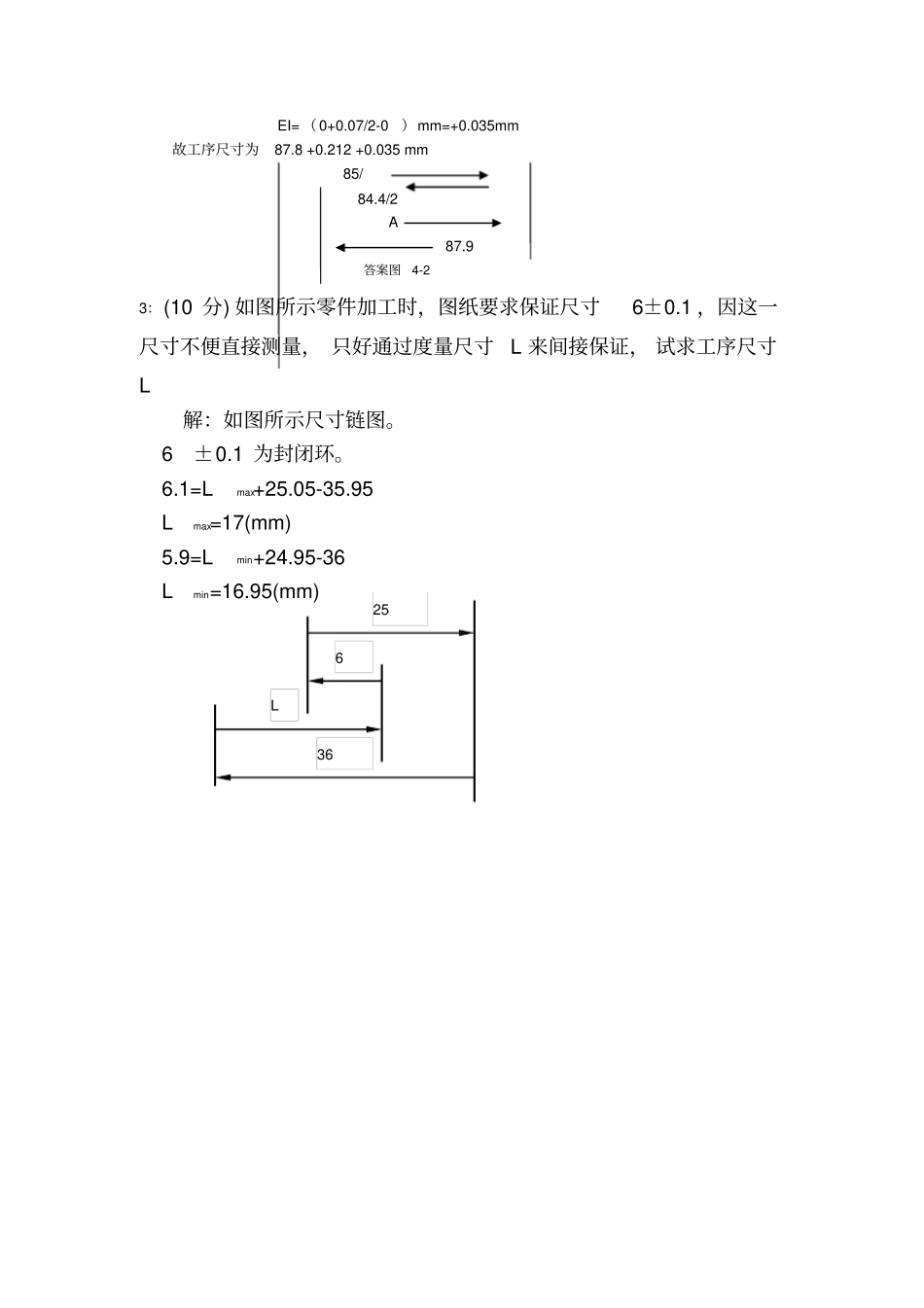
9 答案图 4-2 3:(10 分) 如图所示零件加工时,图纸要求保证尺寸6±0
1 ,因这一尺寸不便直接测量, 只好通过度