2 0 1 4 公司产能分析报告模板 一、产能修改记录及主要产品信息 注:产能分析报告——修改记录 1)产能发生变化时以便及时追踪
如进行增产以达到完全生产能力,此时生产线通过一系列步骤可以达到完全生产能力,则应记录下这些变化
填写论证产能时也应同时填写日期
2)此次产能分析报告均记作初次提交
B)主要产品关键信息 产品名称 型号 设计年产能 查定年产能 2 0 1 2 年需求计划 备 注 注:产品信息 1)完成产能分析报告的首先要明确需要分析的产品的详细信息
包括产品名称、型号、产能概况、客户需求信息等
2)必要时应完善产品主要零部件供应商信息,以便及时掌握配套商供货情况,平衡零部件供货影响系数
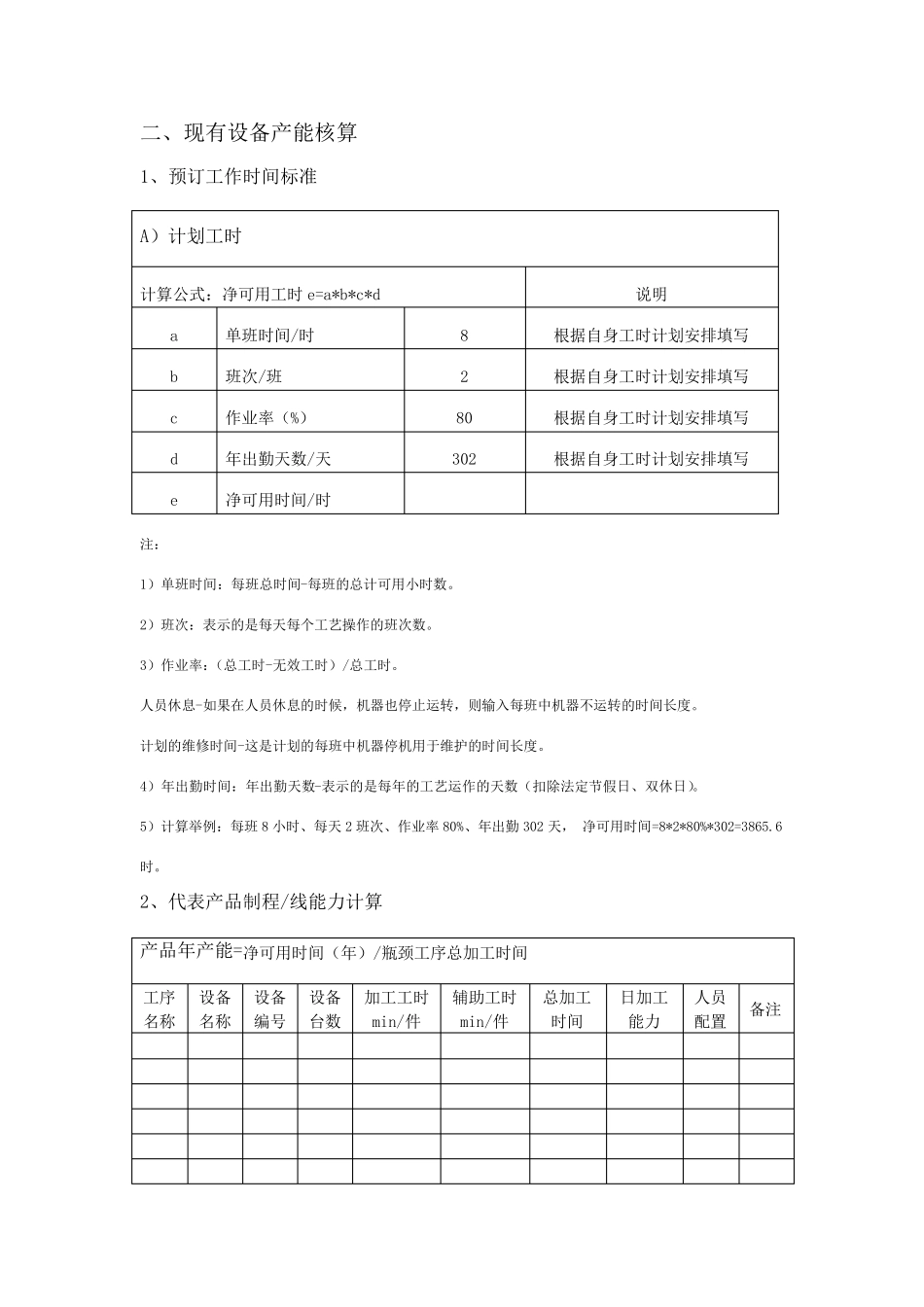
A) 产能分析报告——修改记录 产能分析报告简述 日期 备注 初次提交 修订 二、现有设备产能核算 1、预订工作时间标准 注: 1)单班时间:每班总时间-每班的总计可用小时数
2)班次:表示的是每天每个工艺操作的班次数
3)作业率:(总工时-无效工时)/总工时
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度
计划的维修时间-这是计划的每班中机器停机用于维护的时间长度
4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)
5)计算举例:每班 8 小时、每天 2 班次、作业率 80%、年出勤 302 天, 净可用时间=8*2*80%*302=3865
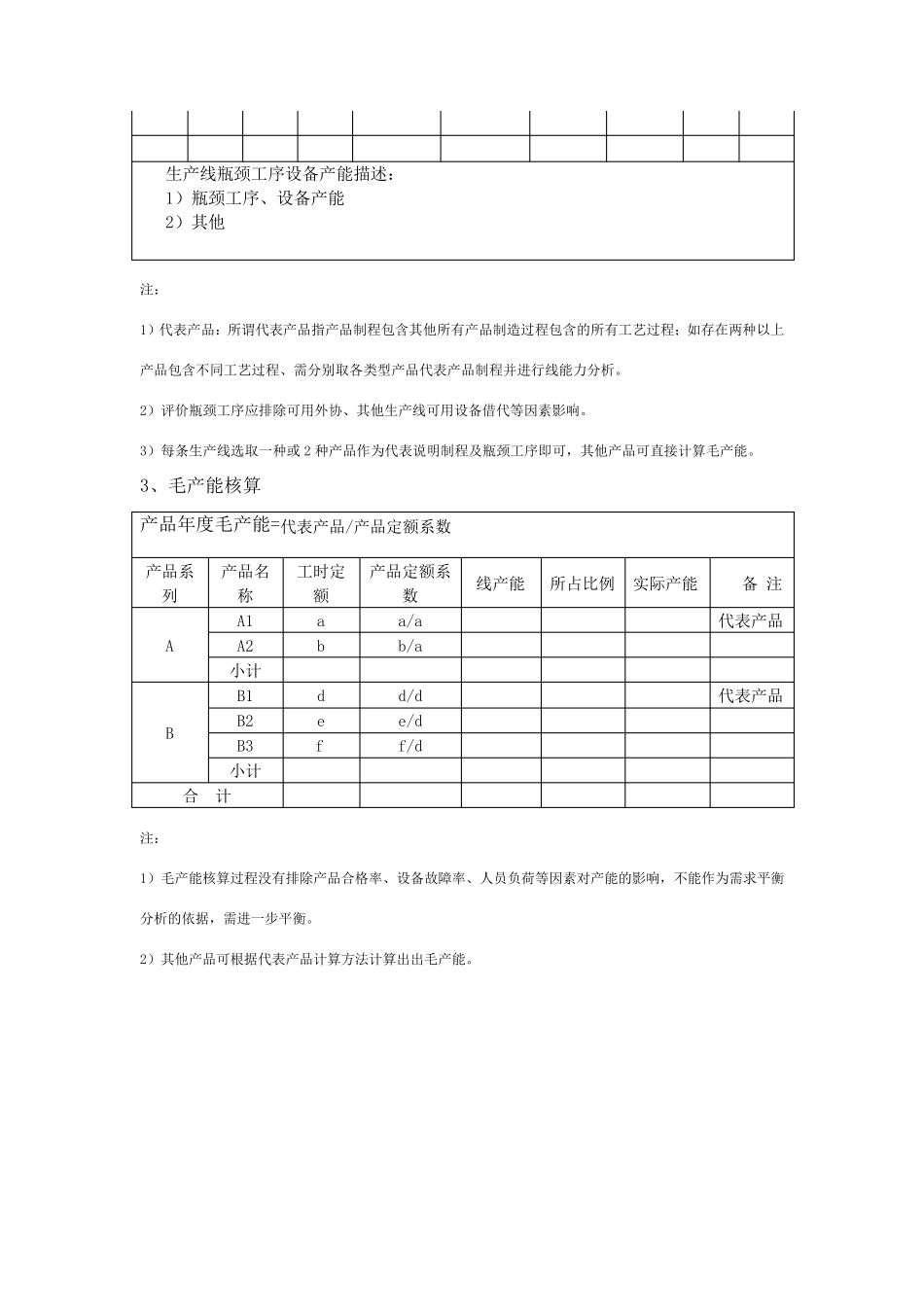
2、代表产品制程/线能力计算 A)计划工时 计算公式:净可用工时 e=a*b*c*d 说明 a 单班时间/时 8 根据自身工时计划安排填写 b 班次/班 2 根据自身工时计划安排填写 c 作业率(%) 80 根据自身工时计划安排填写 d 年出勤天数/天 302 根据自身工时计划安排填写 e 净可用时间/时 产品年产能=净可用时间(年)/瓶颈工序总