下载后可任意编辑焊接作业指导书编制:审批:陕西电通装饰工程有限公司陕西电通装饰工程有限公司焊接工程作业指导书1下载后可任意编辑1 一般规定: 1
1 本作业指导书,适用于公司装饰工程焊接施工作业指导和过程控制
2 从事钢筋焊接的焊工必须持有焊工考试合格证,方可操作
1 所使用钢筋材料,其力学性能和化学成分应符合下列现行国家标准规定:《钢筋混凝土用热轧带肋钢筋》GB1499《钢筋混凝土用热轧光圆钢筋》GB13013《钢筋混凝土用余热处理钢筋》GB13014《冷轧带肋钢筋》GB13788《低碳钢热轧圆盘条》GB/T7012
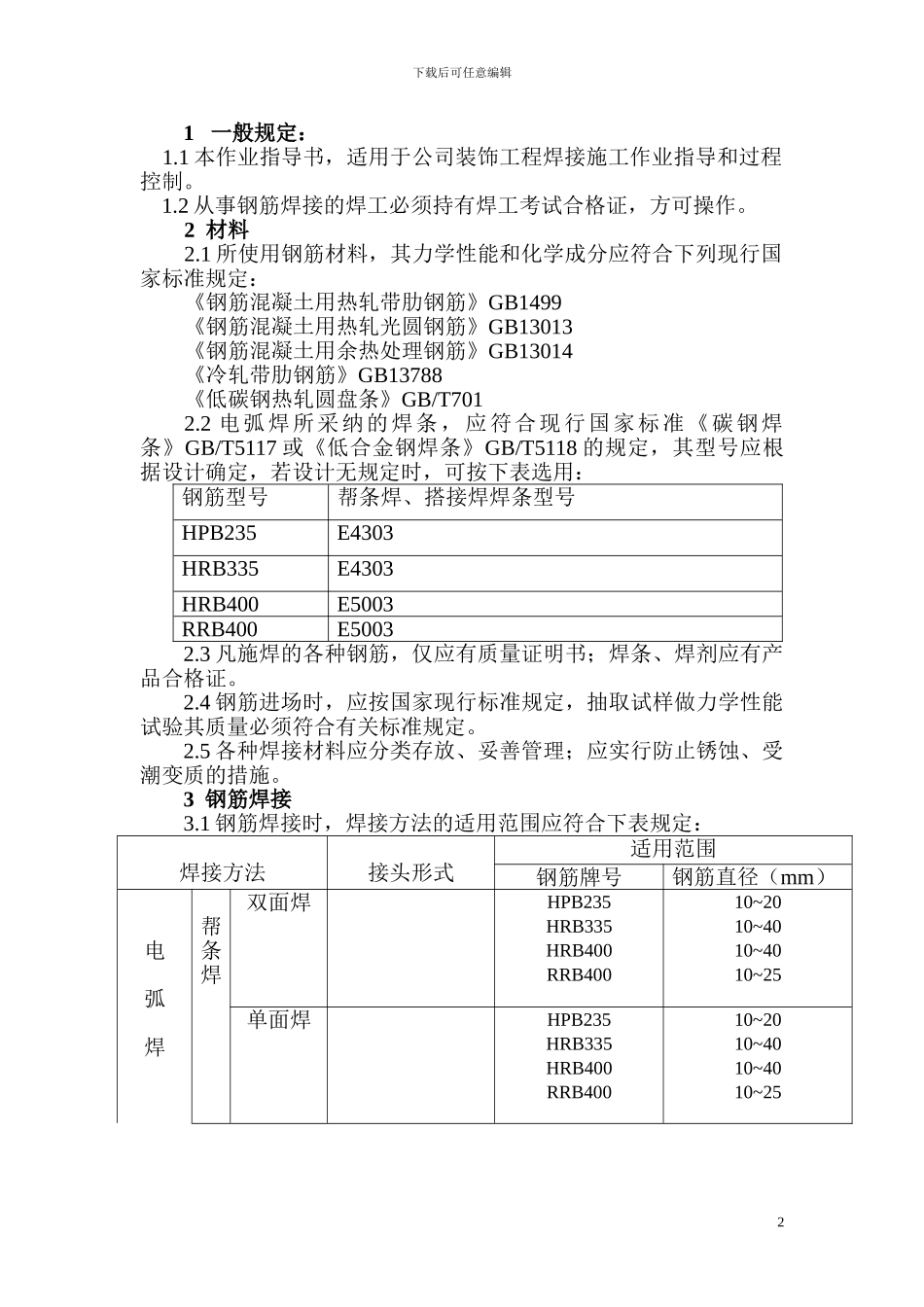
2 电弧焊所采纳的焊条,应符合现行国家标准《碳钢焊条》GB/T5117 或《低合金钢焊条》GB/T5118 的规定,其型号应根据设计确定,若设计无规定时,可按下表选用:钢筋型号帮条焊、搭接焊焊条型号HPB235E4303HRB335E4303HRB400E5003RRB400E50032
3 凡施焊的各种钢筋,仅应有质量证明书;焊条、焊剂应有产品合格证
4 钢筋进场时,应按国家现行标准规定,抽取试样做力学性能试验其质量必须符合有关标准规定
5 各种焊接材料应分类存放、妥善管理;应实行防止锈蚀、受潮变质的措施
3 钢筋焊接3
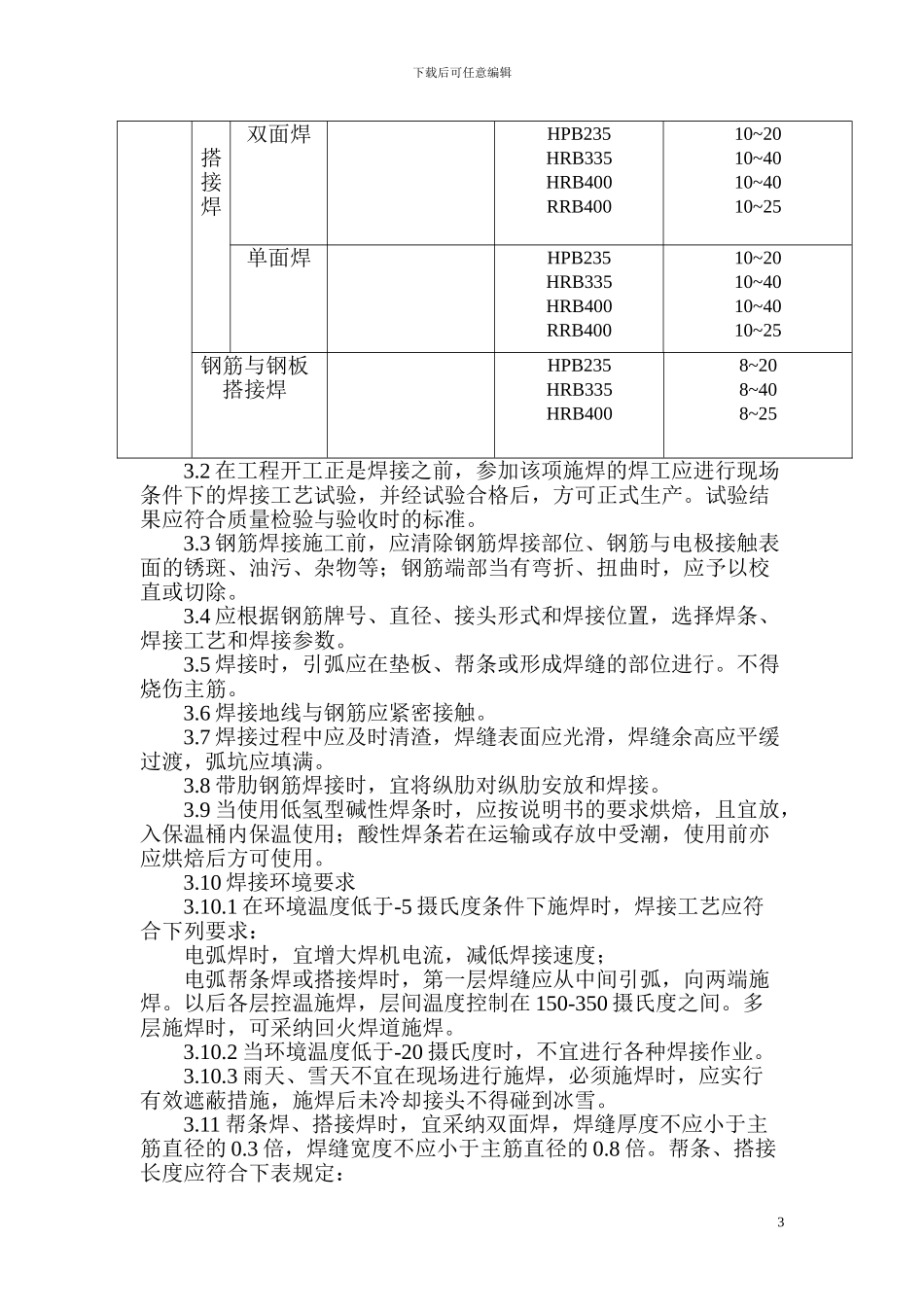
1 钢筋焊接时,焊接方法的适用范围应符合下表规定:焊接方法接头形式适用范围钢筋牌号钢筋直径(mm)电弧焊帮条焊双面焊HPB235HRB335HRB400RRB40010~2010~4010~4010~25单面焊HPB235HRB335HRB400RRB40010~2010~4010~4010~252下载后可任意编辑搭接焊双面焊HPB235HRB335HRB400RRB40010~2010~4010~4010~25单面焊HPB235HRB335HRB400RRB40010~2010~4010~4010~25钢筋与钢