下载后可任意编辑生产工程准备作业指导书编制:XXX 审核:XXX 批准:XXX生产工程准备作业指导书 一
目的:本文件是将客户资料转化为生产工具和编写工艺卡片的指导文件
应用范围:本文件适用于 CAM 制作和工艺卡片的编写
部门分工与责任:1
工艺卡片编写:审核客户资料,并将正确的客户资料移交给 CAM; 编写工艺卡片并指导 CAM 按工艺卡片要求制作生产工具.2
CAM 制作:依据客户资料和工艺卡片的要求制作生产工具(钻带、铣带、内/外层菲林、绿油菲林、文字菲林等),并检查后有文控发至相应生产工序
新品试样:负责新品试样制作的全过程,及电测夹具制作,协调解决试样在制作过程中出现的问题,向市场部移交完成后的合格样板
文件控制:保管客户资料、样板,控制工艺卡片、生产工具的发放和回收
并填写相应表单
运作流程:市场部移交的客户资料 审核客户资料编写工艺卡片 CAM 制作样板制作、确认生产工具工艺卡片发放四
CAM 制作规定:根据公司现有钻/铣床状况,最适合生产的外层板尺寸为 13
3" x 24";内层也可将两拼板排在一块内层上,此时内层最大尺寸不超过 21
5" x 24
5",层压完成后可以分板
特别注意: 若无特别说明,所有 CAM 的黑白片都将转换成黄片在生产中使用
外层板边宽度:双面板≥15mm,多层板≥18mm
单元间距依据次选用铣刀直径而定
板边面工具孔及测试图形距外形框线 2mm 的区域削去铜皮
内层菲林:下载后可任意编辑注:内层铜皮距外形线 0
5mm,不要影响内层图形
外层菲林:在单元间空位孔处钻 φ1
3mm 的干膜对位孔,对应外层菲林处做 φ1
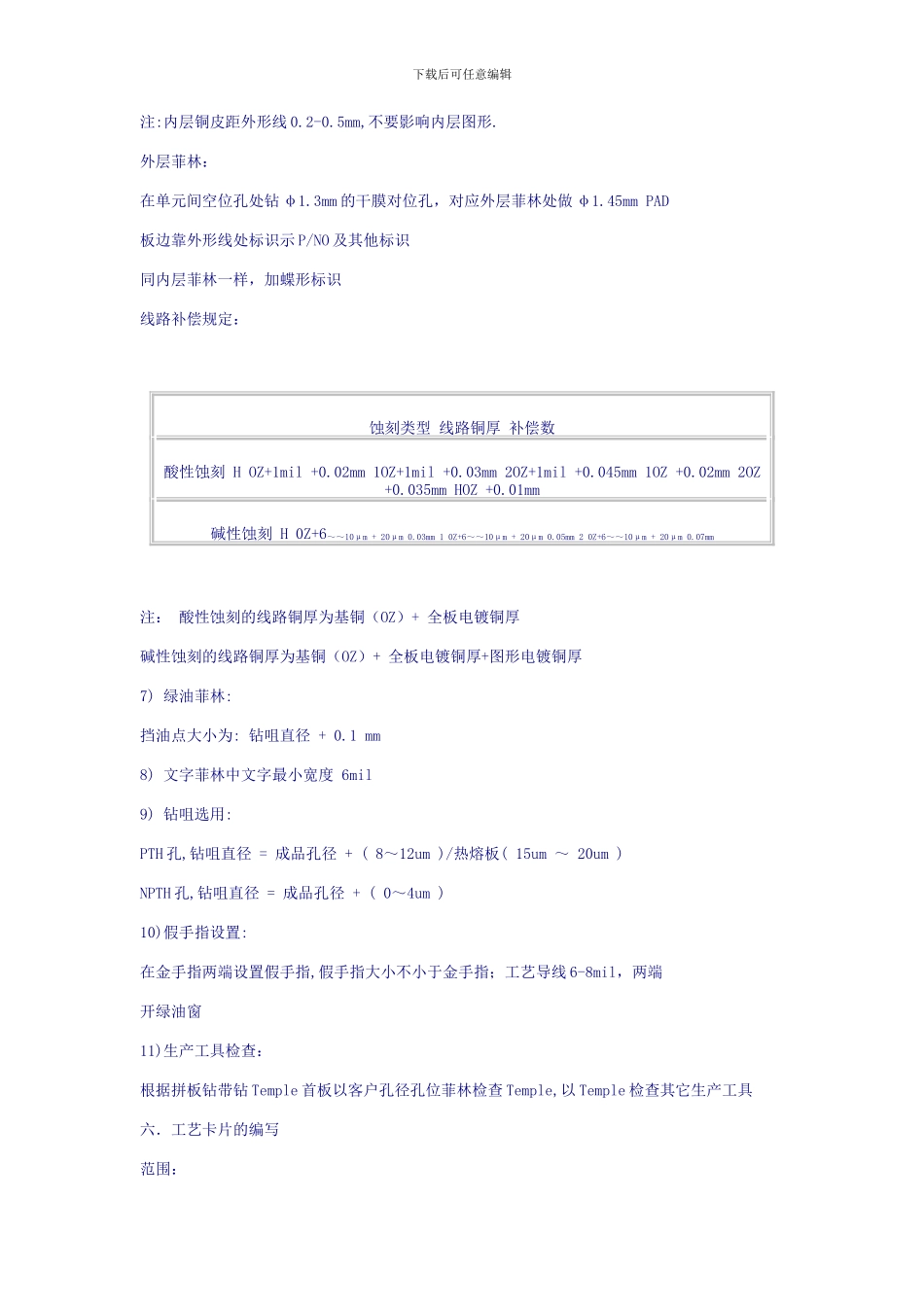
45mm PAD板边靠外形线处标识示 P/NO 及其他标识同内层菲林一样,加蝶形标识线路补偿规定:蚀刻类型 线路铜厚 补偿数酸性蚀刻 H OZ+1mil +0
02mm 1OZ+1m