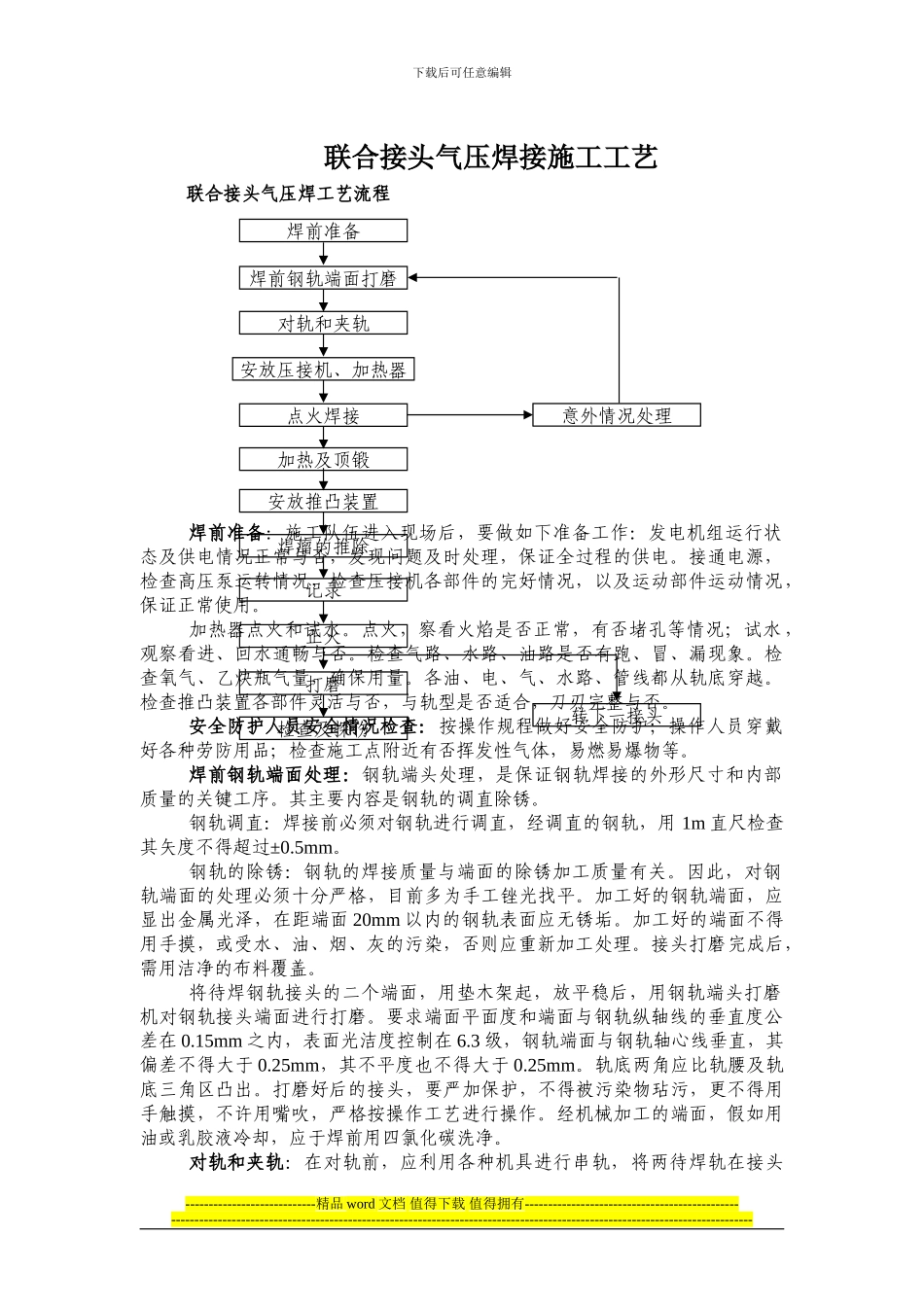
下载后可任意编辑联合接头气压焊接施工工艺联合接头气压焊工艺流程焊前准备:施工队伍进入现场后,要做如下准备工作:发电机组运行状态及供电情况正常与否,发现问题及时处理,保证全过程的供电
接通电源,检查高压泵运转情况,检查压接机各部件的完好情况,以及运动部件运动情况,保证正常使用
加热器点火和试水
点火,察看火焰是否正常,有否堵孔等情况;试水,观察看进、回水通畅与否
检查气路、水路、油路是否有跑、冒、漏现象
检查氧气、乙炔瓶气量,确保用量
各油、电、气、水路、管线都从轨底穿越
检查推凸装置各部件灵活与否,与轨型是否适合,刀刃完整与否
安全防护人员安全情况检查:按操作规程做好安全防护;操作人员穿戴好各种劳防用品;检查施工点附近有否挥发性气体,易燃易爆物等
焊前钢轨端面处理:钢轨端头处理,是保证钢轨焊接的外形尺寸和内部质量的关键工序
其主要内容是钢轨的调直除锈
钢轨调直:焊接前必须对钢轨进行调直,经调直的钢轨,用 1m 直尺检查其矢度不得超过±0
钢轨的除锈:钢轨的焊接质量与端面的除锈加工质量有关
因此,对钢轨端面的处理必须十分严格,目前多为手工锉光找平
加工好的钢轨端面,应显出金属光泽,在距端面 20mm 以内的钢轨表面应无锈垢
加工好的端面不得用手摸,或受水、油、烟、灰的污染,否则应重新加工处理
接头打磨完成后,需用洁净的布料覆盖
将待焊钢轨接头的二个端面,用垫木架起,放平稳后,用钢轨端头打磨机对钢轨接头端面进行打磨
要求端面平面度和端面与钢轨纵轴线的垂直度公差在 0
15mm 之内,表面光洁度控制在 6
3 级,钢轨端面与钢轨轴心线垂直,其偏差不得大于 0
25mm,其不平度也不得大于 0
轨底两角应比轨腰及轨底三角区凸出
打磨好后的接头,要严加保护,不得被污染物玷污,更不得用手触摸,不许用嘴吹,严格按操作工艺进行操作
经机械加工的端面,假如用油或乳胶液冷却,