下载后可任意编辑 钢筋闪光对焊施工作业指导书一、材料及主要机具:1、钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单
进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验
2、主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线
精品 word 文档可以编辑(本页是封面)【最新资料 Word 版 可自由编辑
】下载后可任意编辑二、一般要求1、焊工必须经过培训考试合格后方可持上岗,在工程开工正式焊接之前,参加该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式进行焊接施工
2、钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,应予以矫直或切除
3、带肋钢筋进行闪光对焊时,宜将纵肋对纵肋安放和焊接
4、在环境温度低于-5℃条件下施焊时,宜采纳预热闪光焊或闪光—预热闪光焊,可增加调伸长度,采纳较低变压器级数,增加预热次数和间歇时间
当环境温度低于 -20℃时,不宜进行焊接
5、雨天、雪天不宜在现场进行施焊,必须施焊时,应实行有效遮蔽措施
焊后未冷却接头不得碰到冰雪
在现场进行闪光对焊,当风速超过 7
9m/s 时,应实行挡风措施
6、应随时观察电源电压的波动情况,当电源电压下降大于 5%,小于 8%时,应实行提高焊接变压器级数的措施;当大于或等于 8%时,不得进行焊接
7、焊机应常常维护保养和定期检修,确保正常使用
三、对焊工艺㈠工艺流程:检查设备→选择焊接工艺及参数→试焊、作模拟试件→试件送试→确定焊接参数→工程钢筋焊接→质量检验→现场按法律规范取试件试验
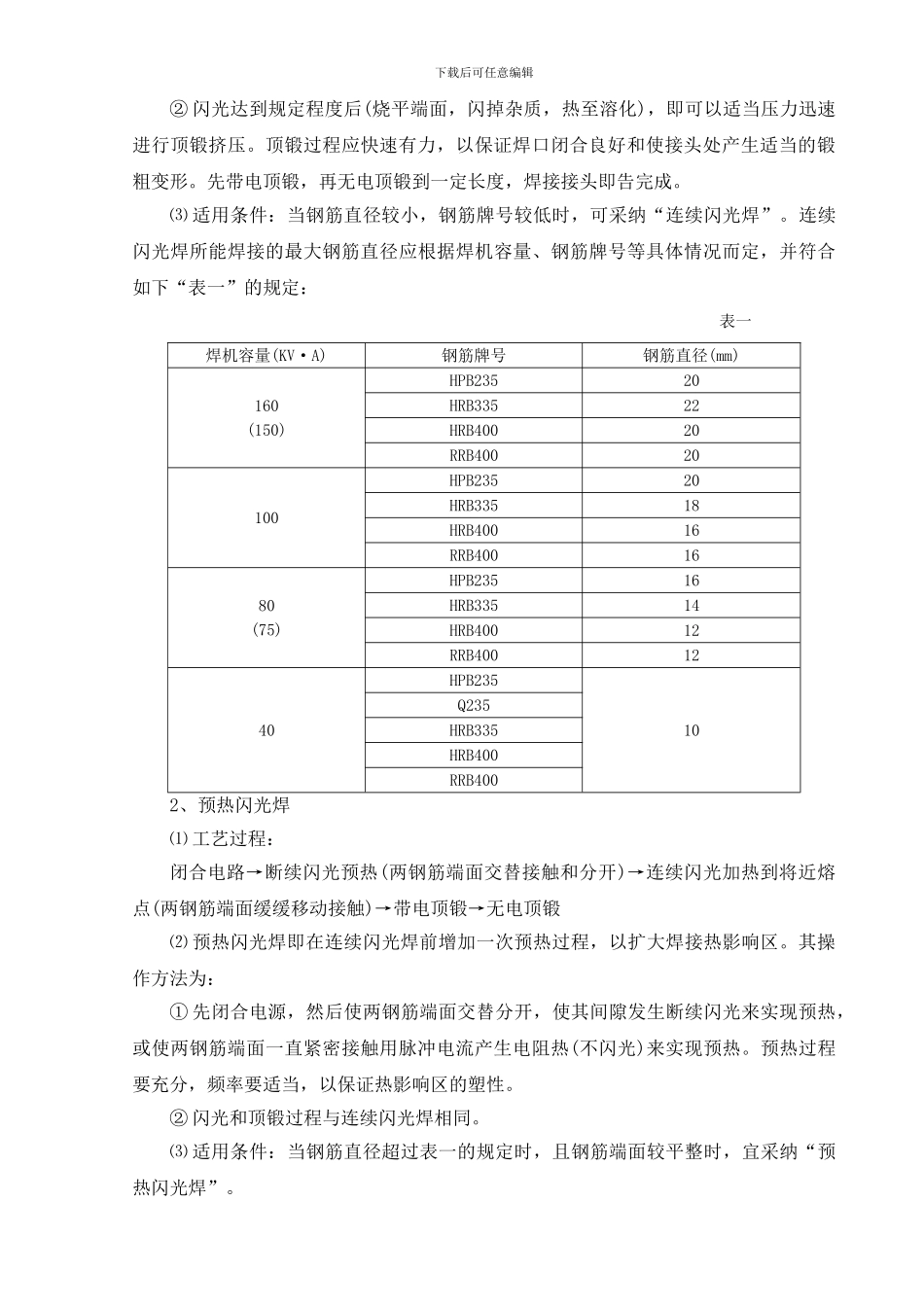
㈡工艺方法:可以分为连续闪光焊、预热闪光焊和闪光—预热—闪光焊等三种工艺,根据钢筋品种、直径和所用焊机功率等选用
1、连续闪光焊⑴ 工艺过