下载后可任意编辑3
制 作 工 艺3
1 号 料 : 各 施 工 过 程 如 钢 板 下 料 切 割 ,H 型 钢 组合 , 各 部 件 和 零 件 的 组 装 , 构 件 预 拼 装 组装 都 需 有 专 业 放 样 工 在 加 工 面 上 和 组 装 大样 板 上 进 行 精 确 放 样
放 样 后 须 经 检 验 员检 验 , 以 确 保 零 件 、 部 件 、 构 件 加 工 的 几何 尺 寸 , 形 位 公 差 、 角 度 、 安 装 接 触 面 等的 准 确 无 误
1 根据运输条件,所有构件均按图纸分段 出 厂
2 所有柱、梁、号料时,要留出焊接收缩 余 量 及 切 割 余 量 , 待 焊 后 二 次 净 料 , 边缘 加 工 要 留 出 加 工 余 量
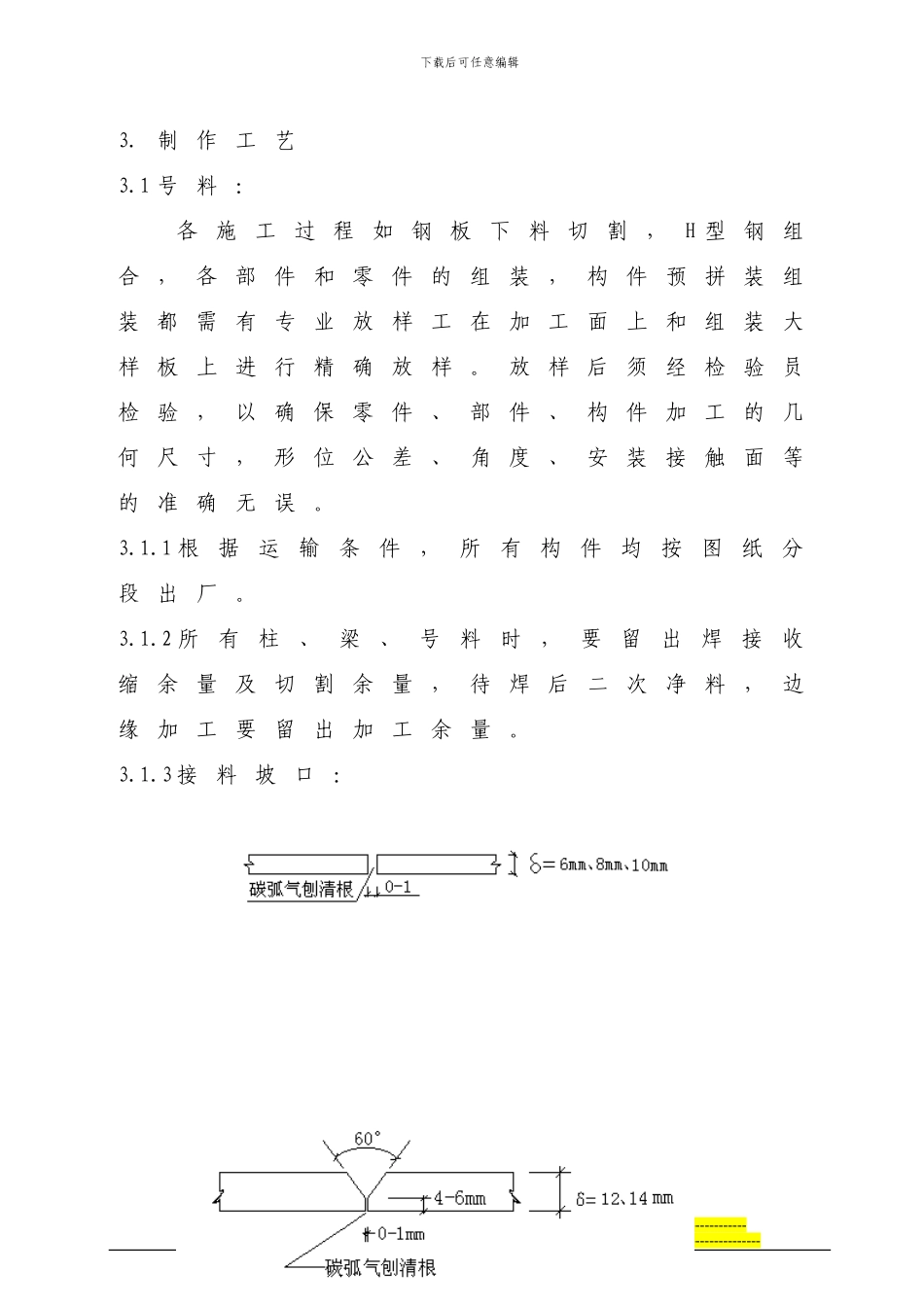
3 接 料 坡 口 :----------------------------精品 word 文档 值得下载 值得拥有---------------------------------------------------------------------------------------------------------------------------------------------------------------------------下载后可任意编辑3
4 所有节点板必须1:1 放大样,作出样板进 行 号 料
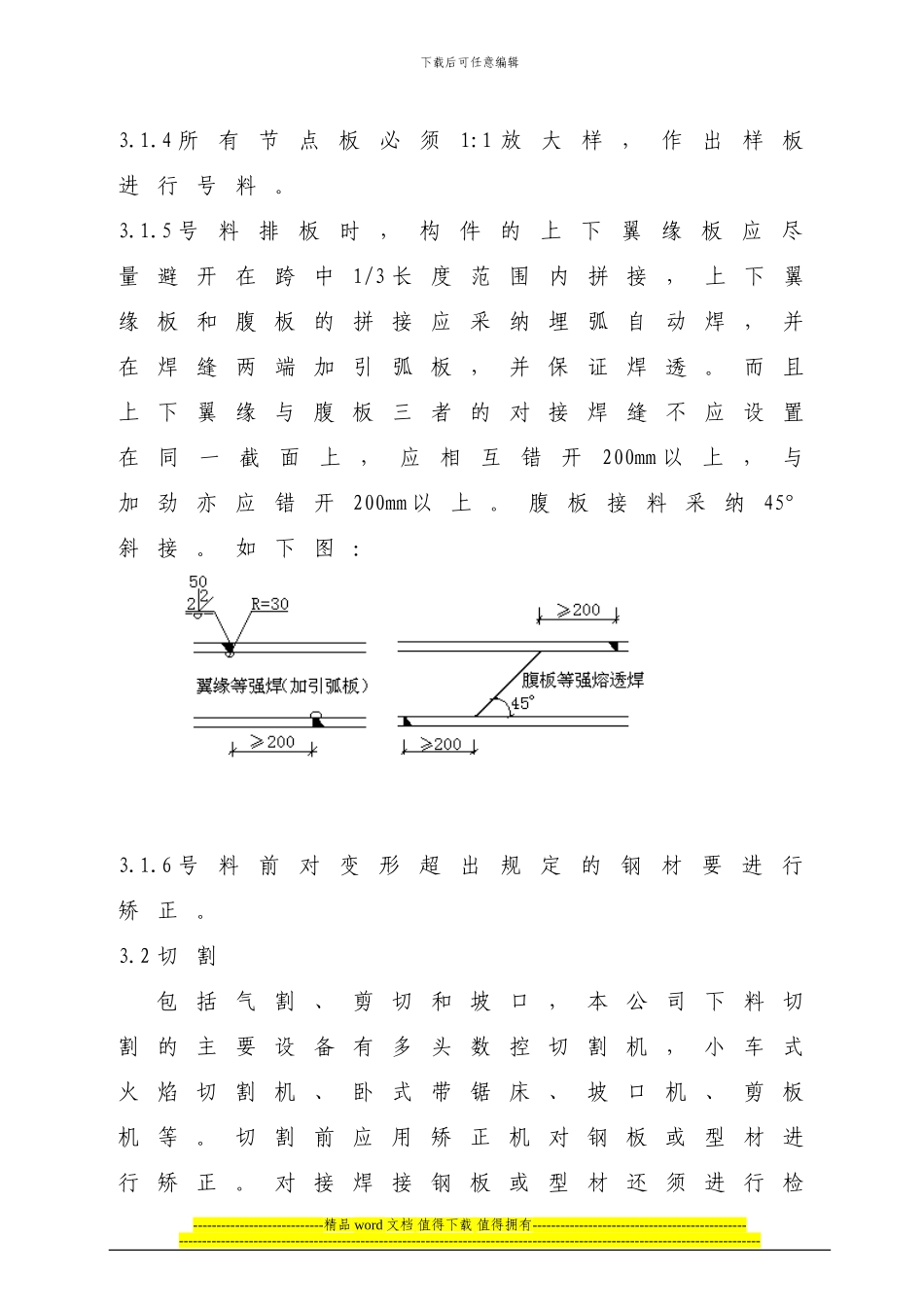
5 号料排板时,构件的上下翼缘板应尽量 避 开 在 跨 中1/3 长 度 范 围 内 拼 接 , 上 下 翼缘 板 和 腹 板 的 拼 接 应 采 纳 埋 弧 自 动 焊 , 并在 焊 缝 两 端 加 引 弧 板 , 并 保 证 焊 透
而 且上 下 翼 缘 与 腹 板 三 者 的 对 接 焊 缝 不 应 设 置在同一截面上,应相