M AG 焊焊接施工(一) 焊接基本操作技术 (一)焊接基本操作 焊接基本操作技术包括起弧、运丝、接头、收弧等四个环节,我们只有很好的把握了这四个环节,才有可能焊出漂亮美观的合格焊缝
1、焊道的起头 起弧又叫起头
一般情况下,这部分焊道会略高一些,形成“烟袋头”,内在质量也难以保证
这是因为起弧时工件温度较低,引弧后又不能迅速使焊件温度升高,所以起点部分的熔深较浅,也极易出现焊接缺陷,特别是手弧焊
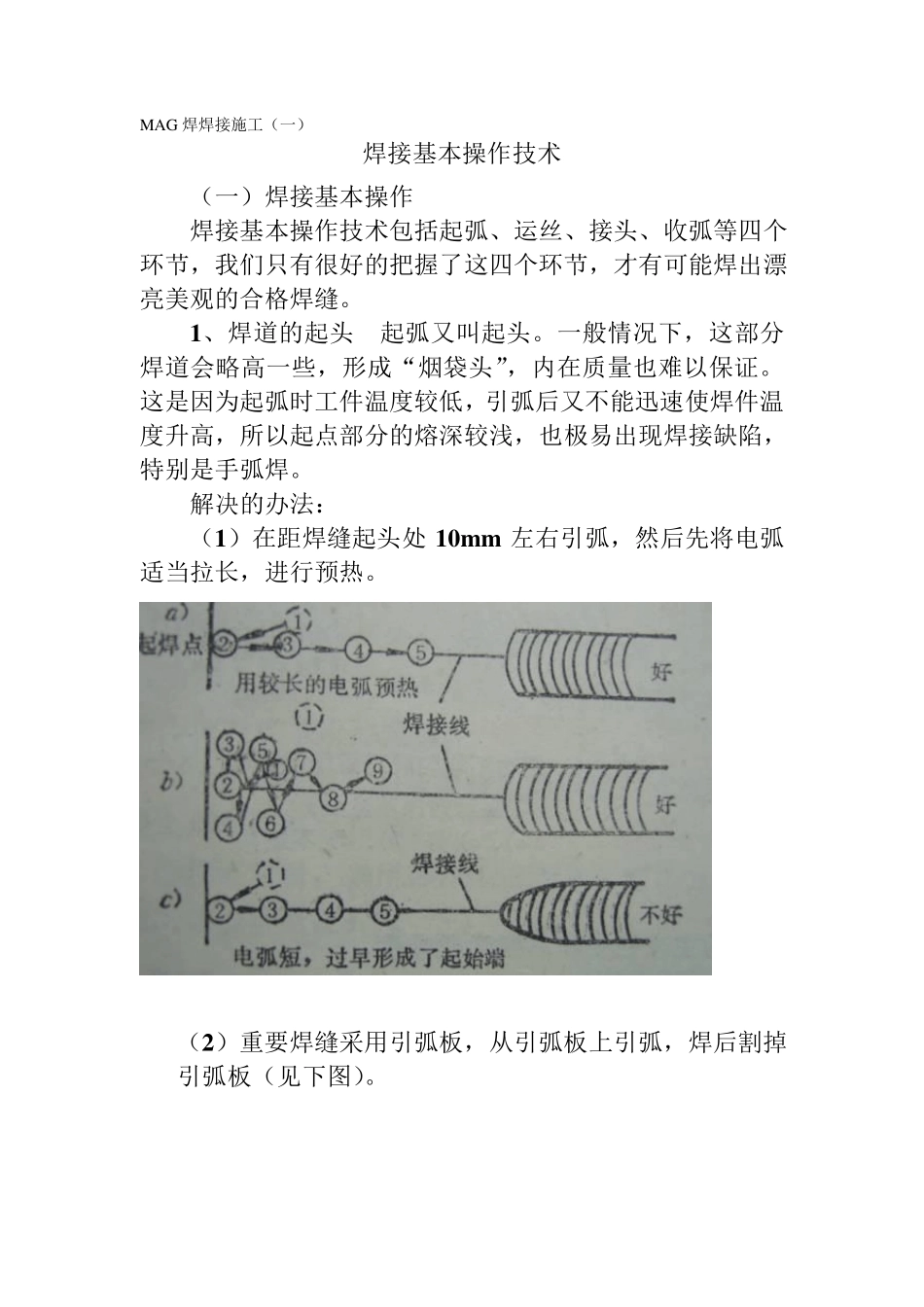
解决的办法: (1)在距焊缝起头处 10m m 左右引弧,然后先将电弧适当拉长,进行预热
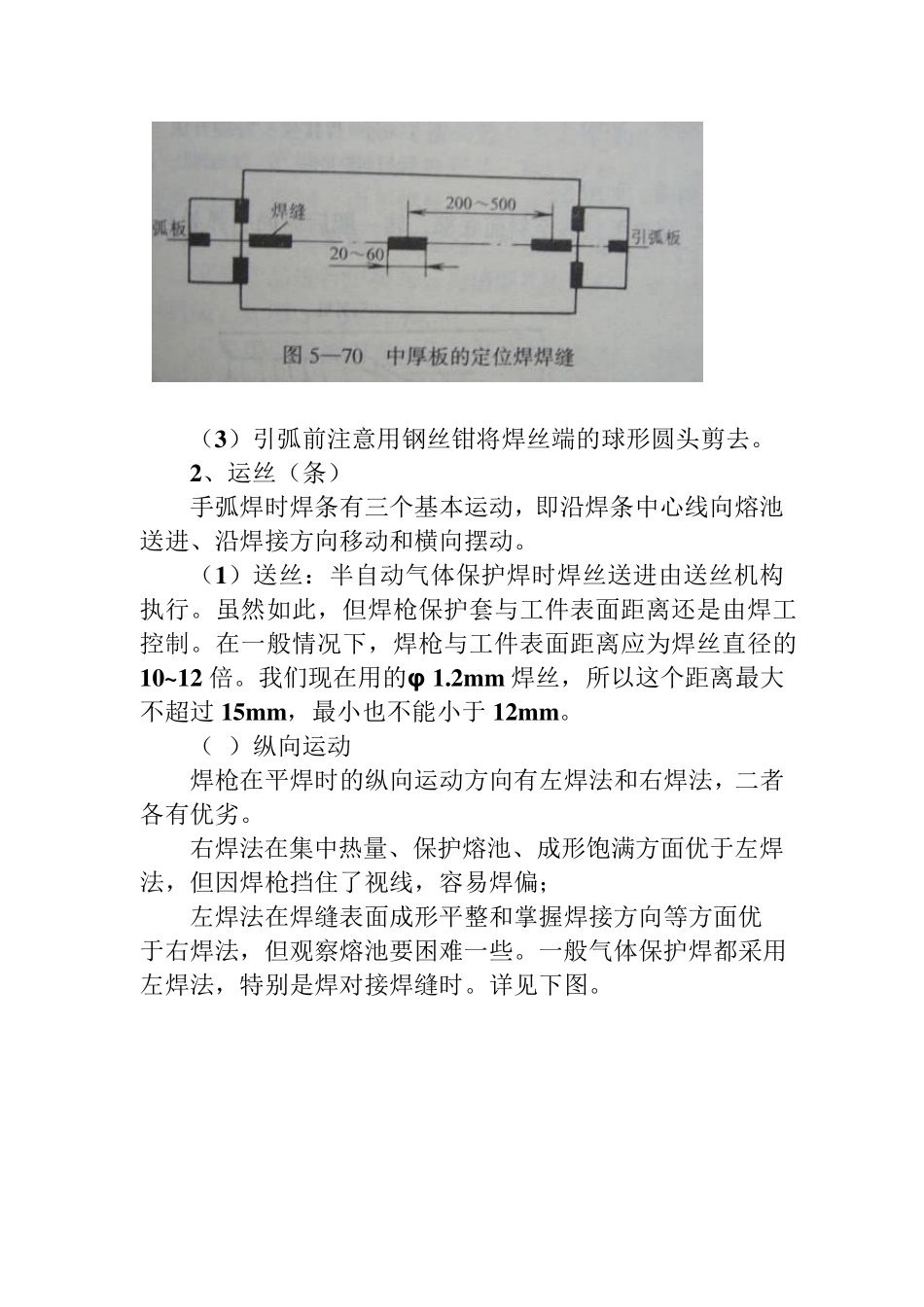
(2)重要焊缝采用引弧板,从引弧板上引弧,焊后割掉引弧板(见下图)
(3)引弧前注意用钢丝钳将焊丝端的球形圆头剪去
2、运丝(条) 手弧焊时焊条有三个基本运动,即沿焊条中心线向熔池送进、沿焊接方向移动和横向摆动
(1)送丝:半自动气体保护焊时焊丝送进由送丝机构执行
虽然如此,但焊枪保护套与工件表面距离还是由焊工控制
在一般情况下,焊枪与工件表面距离应为焊丝直径的10~12 倍
我们现在用的φ 1
2mm 焊丝,所以这个距离最大不超过 15mm,最小也不能小于 12mm
(2)纵向运动 焊枪在平焊时的纵向运动方向有左焊法和右焊法,二者各有优劣
右焊法在集中热量、保护熔池、成形饱满方面优于左焊法,但因焊枪挡住了视线,容易焊偏; 左焊法在焊缝表面成形平整和掌握焊接方向等方面优于右焊法,但观察熔池要困难一些
一般气体保护焊都采用左焊法,特别是焊对接焊缝时
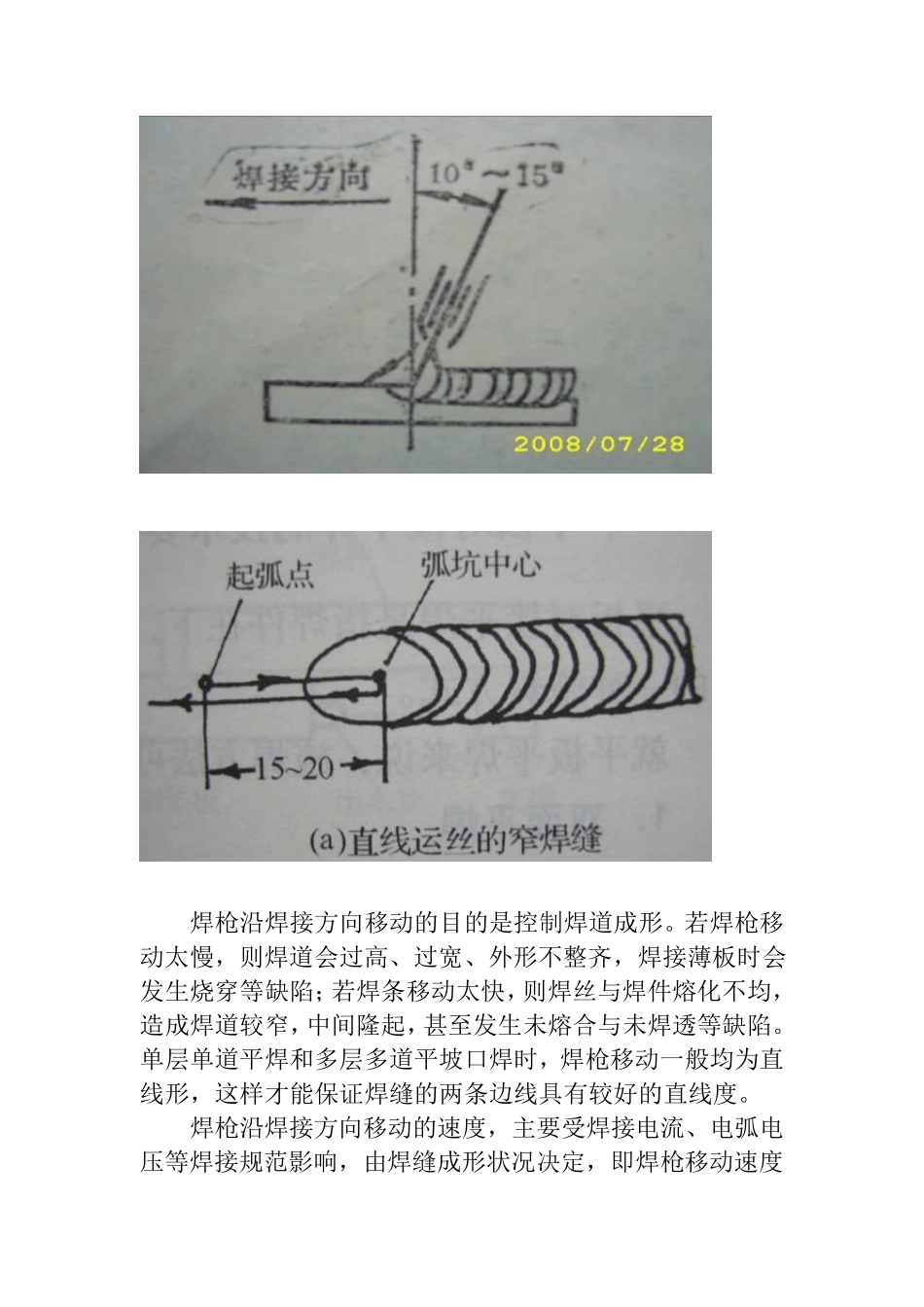
焊枪沿焊接方向移动的目的是控制焊道成形
若焊枪移动太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿等缺陷;若焊条移动太快,则焊丝与焊件熔化不均,造成焊道较窄,中间隆起,甚至发生未熔合与未焊透等缺陷
单层单道平焊和多层多道平坡口焊时,焊枪移动一般均为直线形,这样才能保证焊缝的两条边线具有较好的直线度