226武钢 CSP 匀热炉燃烧控制模型优化【摘 要】 连铸连轧 CSP均热炉是武钢第一座辊底式均热炉,2009 年 3 月投产至今,实现了双流连续稳定生产
针对均热炉双流连续生产后岀现的交叉生产双线不同岀炉温度无法控制、加速辊位置不合理影响炉内缓冲时间、模型计算板坯温度与实际岀炉高温计测量板坯温度偏差过大等问题,对均热炉燃烧控制模型进行了一系列参数优化,以及合理地控制热工测量仪表精密度,取得了很好的成效
提高了均热炉炉内缓冲时间和加热质量,同时保证了均热炉双流交叉轧制生产
【关键词】 连铸连轧 CSP均热炉燃烧模型优化武钢 CSP 匀热炉由意大利德兴公司进行总设计,主要是连接在连铸机和轧机之间的工艺设备
辊底式均热炉在连铸连轧生产流程中主要作用是对连铸坯进行加热和均热,为轧机提供温度合适且均匀的板坯,同时在轧线故障情况下起到缓冲和调整生产节奏的作用
均热炉控制系统主要包括一级机和二级机两部份
一级机为基础自动化,主要包括燃烧控制PLC 和炉辊跟踪 PLC 两部分;二级机是利用各种现场的实际参数建立一个数学计算模型,主要通过板坯成分、材质、各项测量(计算)温度值,计算板坯在炉内的整个升温过程,以及所需要的控制条件,如炉温、加速辊位置等,二级机再将计算出的控制条件传递给燃烧控制PLC 和炉辊跟踪 PLC 确保板坯在炉内时间最短、能源消耗最低的情况下满足工艺要求的加热目标温度和均匀性,同时二级机还是均热炉对上下工序数据传递的接口
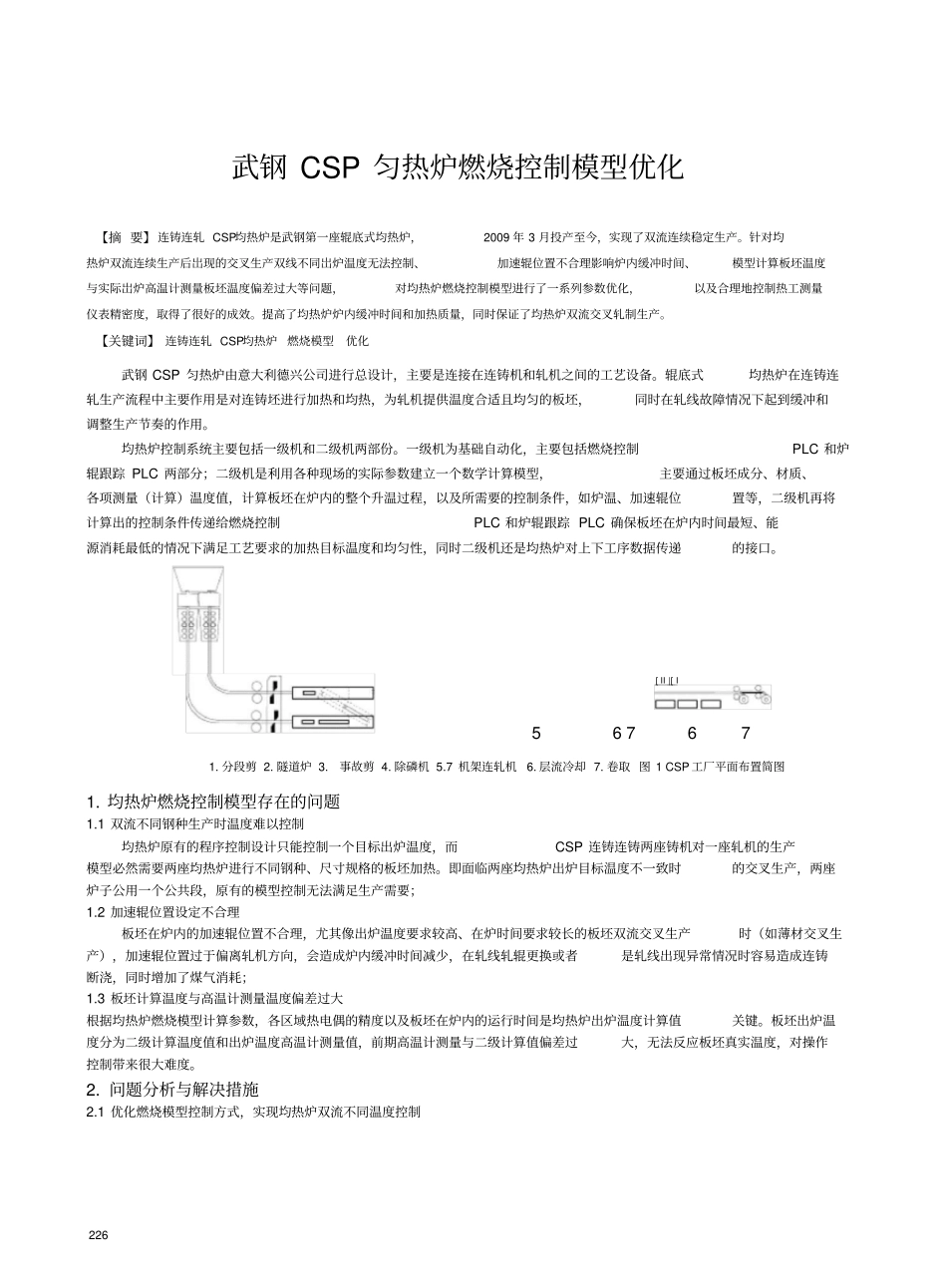
7 机架连轧机6
层流冷却 7
卷取 图 1 CSP 工厂平面布置简图1
均热炉燃烧控制模型存在的问题1
1 双流不同钢种生产时温度难以控制均热炉原有的程序控制设计只能控制一个目标出炉温度,而CSP 连铸连铸两座铸机对一座轧机的生产模型必然需要两座均热炉进行不同钢种、尺寸规格的板坯加热
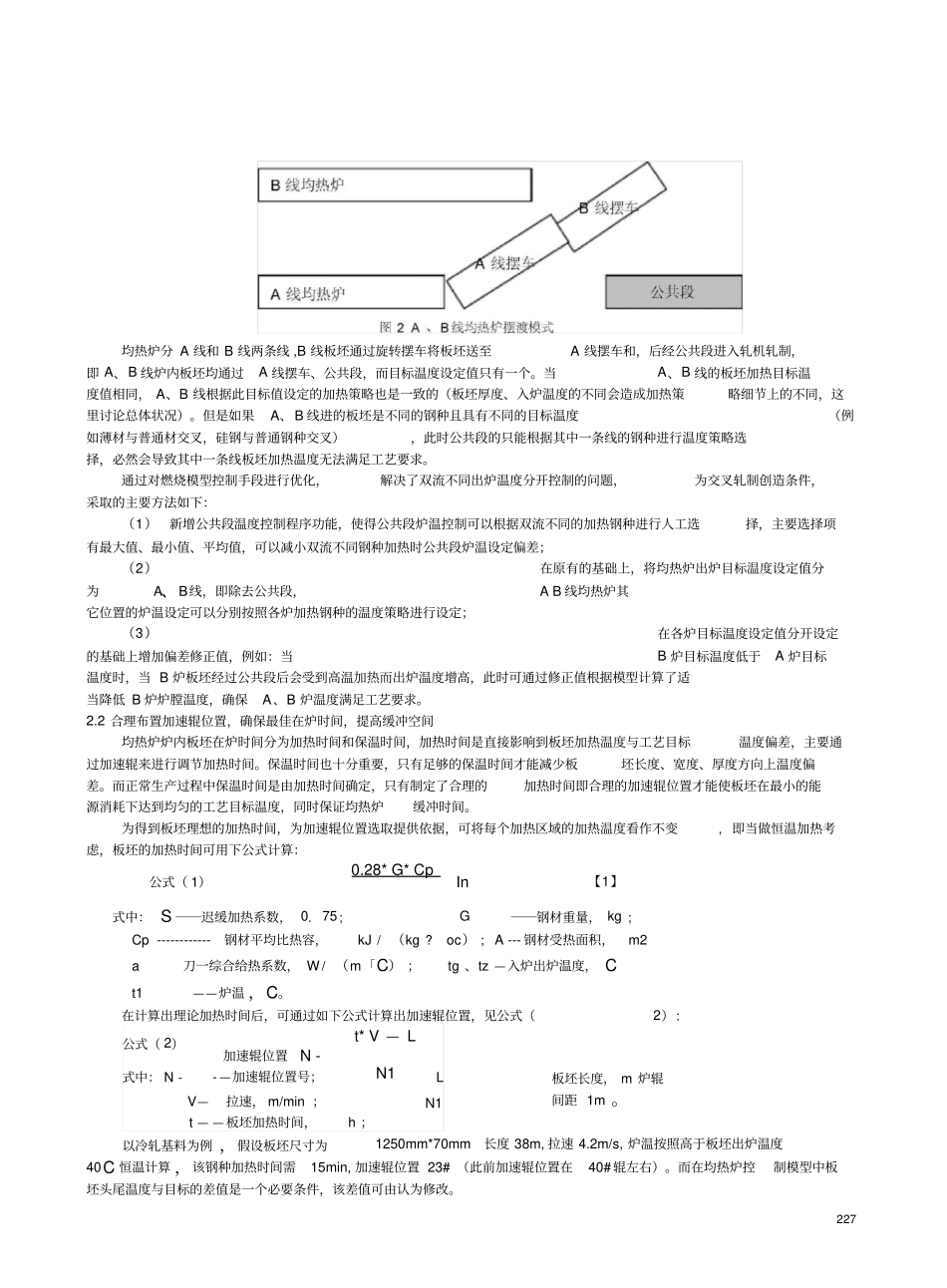
即面临两座均热炉出炉目标温度不一致时