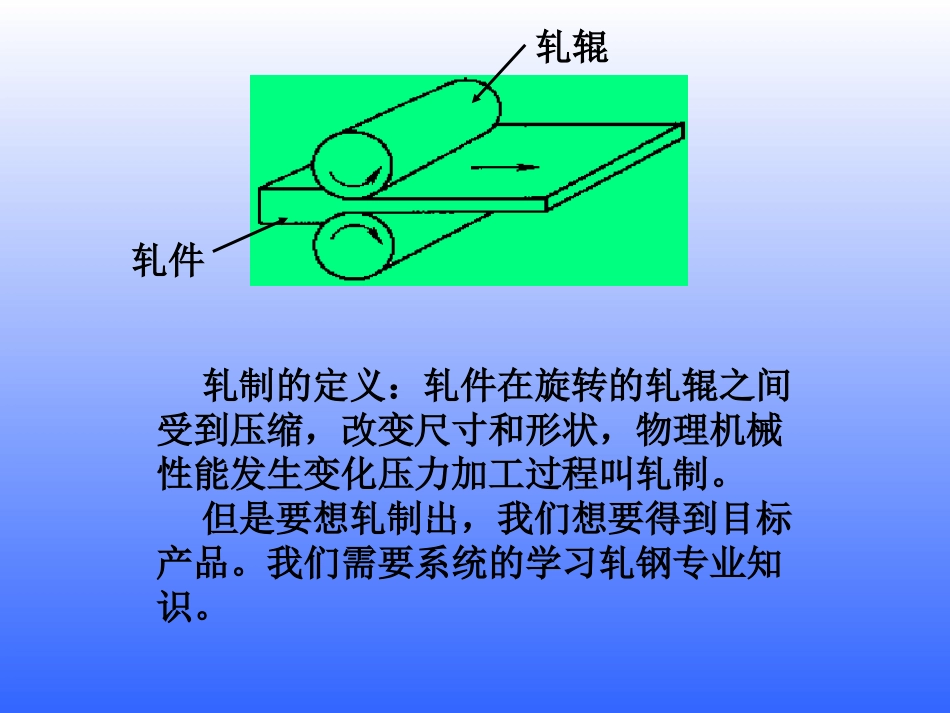
棒材车间培训教材——精简版轧钢基础知识轧辊轧件轧制的定义:轧件在旋转的轧辊之间受到压缩,改变尺寸和形状,物理机械性能发生变化压力加工过程叫轧制
但是要想轧制出,我们想要得到目标产品
我们需要系统的学习轧钢专业知识
一、轧制变形的基本概念及主要参数hHhbbBllL1、绝对变形量表示方法宽展量:延伸量:压下量:01000HhH01000bBB01000lLL2、相对变形量表示方法宽展率:延伸率:压下率:二、轧钢定律1、体积不变定律:钢锭在头几道轧制中因其缩孔、疏松、气泡、裂纹等缺陷受压缩而致密,体积有所减小,此后各轧制道次的金属体积就不再发生变化
这种轧制前后体积不变的客观事实叫做体积不变定律
(也就是说在密度不变的前提下,轧件轧前体积和轧后体积不变)0nFLFl0FnFLl、分别表示轧件变形前、后的横截面面积、分别表示轧件变形前、后的长度2、最小阻力定律:钢在塑性变形时,金属沿着变形抵抗力最小的方向流动,这就叫做最小阻阻力定律
3、弹塑性共存定律:金属和合金在力的作用下发生变形时,当应力达到屈服极限时,弹性变形和塑性变形同时发生的现象称为弹塑性共存定律
4、秒流量相等原则:在连轧过程中,为实现平稳轧制我们必须遵循这一原则
即:在单位时间内通过各架轧机的轧件体积相等
三、名词解释:1、辊径:指轧辊直径
2、转速:单位时间内轧辊转速
一般用秒s、分min、小时h表示
3、辊面线速度:指单位时间内所旋转的线速
辊面线速度=辊面周长×轧辊转速单位时间转速4、辊型:轧辊辊身表面的轮廓形状称为辊型
5、轧辊的热凸度:轧制时高温轧机所传递的热量,由于变形功所转化的热量和摩擦(轧机与轧辊、工作辊与支撑辊)所产生的热量,都会引起轧辊受热而使之温度增高
相反,冷却水、周围空气介质及轧辊所接触的部件,又会散失部分热量而使之温度降低
在轧制中沿辊身长度方向上,轧辊的