气门摇臂轴支座的机械加工工艺及夹具设计第 1 页 共 31 页目录第1章零件分析 2 1
1 零件作用分析 2 1
2 零件工艺分析 2 第2章确定毛坯、画毛坯—零件合图 4 2
1 选择毛胚种类 4 2
2 确定毛胚尺寸及加工总余量 5 2
3 设计绘毛胚图 6 第3章工艺规程设计 7 3
1 定位基准的选择 7 3
2 制定工艺路线 8 3
3 选择加工设备及刀、夹、量具 9 3
4 加工工序设计 11 3
5 时间定额计算 11 3
6 填写机械加工工艺过程卡和机械加工工序卡 XXX 第4章气门摇臂轴支座工序专用夹具设计 24 4
1 确定夹具的结构方案 24 4
2 设计夹具体 27 4
3 在夹具装配图上标注尺寸、配合及技术要求 27 总结参考文献气门摇臂轴支座的机械加工工艺及夹具设计第 2 页 共 31 页第 1 章零件分析1
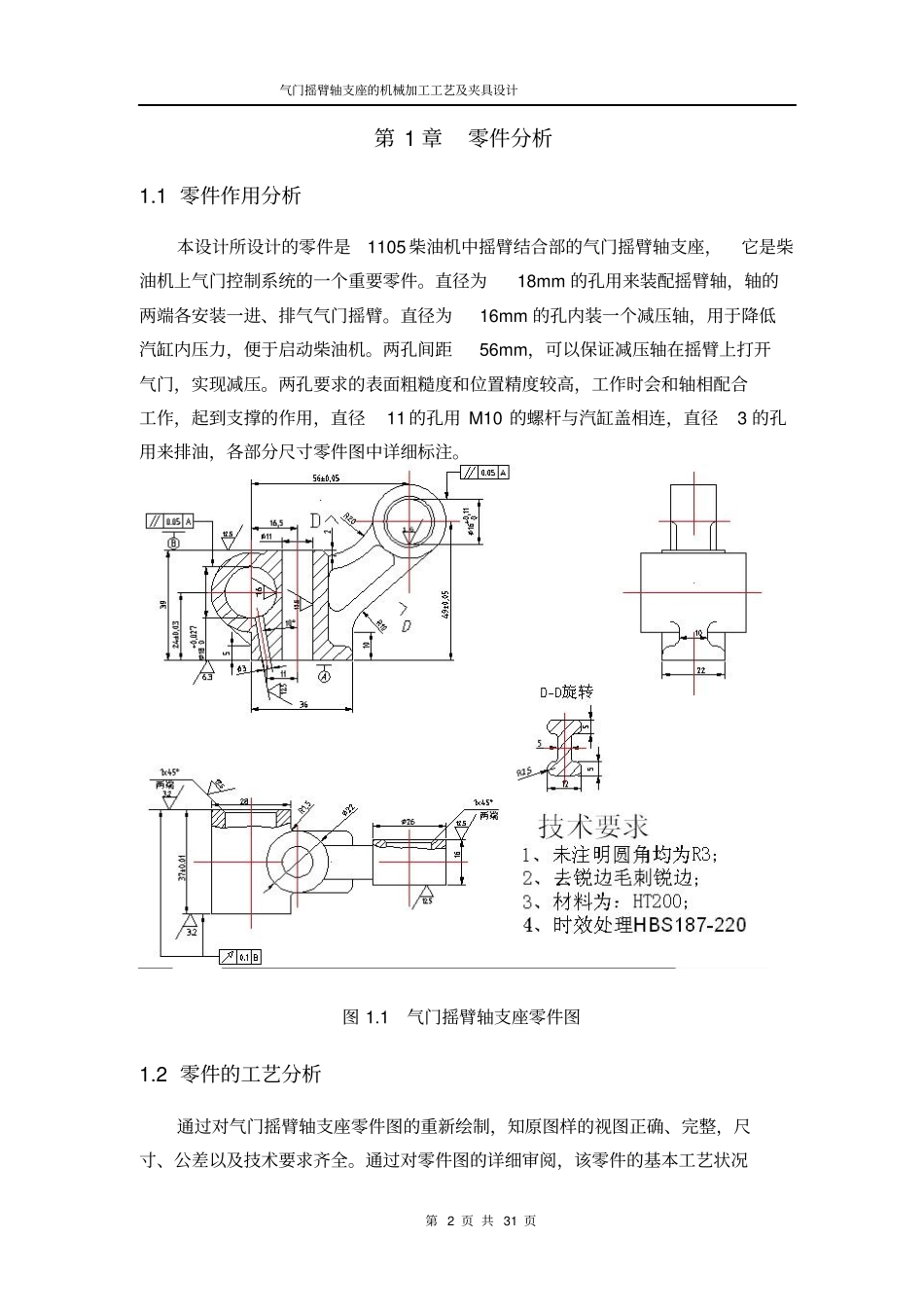
1 零件作用分析本设计所设计的零件是1105 柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件
直径为18mm 的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂
直径为16mm 的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机
两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11 的孔用 M10 的螺杆与汽缸盖相连,直径3 的孔用来排油,各部分尺寸零件图中详细标注
1 气门摇臂轴支座零件图1
2 零件的工艺分析通过对气门摇臂轴支座零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差以及技术要求齐全
通过对零件图的详细审阅,该零件的基本工艺状况气门摇臂轴支座的机械加工工艺及夹具设计第 3 页 共 31 页已经大致掌握
主要工艺状况如下叙述:零件的材料为 HT200,灰铸铁的生产工艺简单,铸造性能优良,但是