1 第 7章 简化编程 1、车削固定循环 对数控车床而言,非一刀加工完成的轮廓表面、加工余量较大的表面,采用循环编程,可以缩短程序段的长度,减少程序所占内存
各类数控系统复合循环的形式和使用方法(主要是编程方法)相差甚大,本课程以FANUC数控系统的车削固定循为主
FANUC 0i-TA车削数控系统分为简单固定循环、复合固定循环和钻孔固定循环3类
(1)简单固定循环 简单固定循环要求掌握以下3条指令: ① 外径/内径切削固定循环(G90) 编程格式: G90 X(U) Z(W) F ;圆柱面粗车 G90 X(U) Z(W) R F ;锥形加工 式中:X、Z为圆锥面切削终点坐标值;U、W为圆锥面切削终点相对循环起点的增量值,R为切削始点与圆锥面切削终点的半径差
② 螺纹车削循环G92
该指令可车削锥螺纹和圆柱螺纹,刀具从循环起点开始按梯形循环,最后又回到循环起点
编程格式: G92 X(U) Z(W) F ;直螺纹 G92 X(U) Z(W) R F ;锥螺纹 式中:X、Z为螺纹终点坐标值;U、W为螺纹终点相对循环起点的增量值,R为锥螺纹始点与终点的半径差,F为进给率,采用与螺距相对应的旋转进给率
③ 端面车削固定循环(G94) 编程格式为 G94 X(U) Z(W) F G94 X(U) Z(W) K(或R) F 式中:X、Z为圆锥面切削终点坐标值;U、W为圆锥面切削终点相对循环起点的增量值,K(或R)为端面切削始点与切削终点的在Z方向的坐标增量
注意:G 90和G 94的应用条件
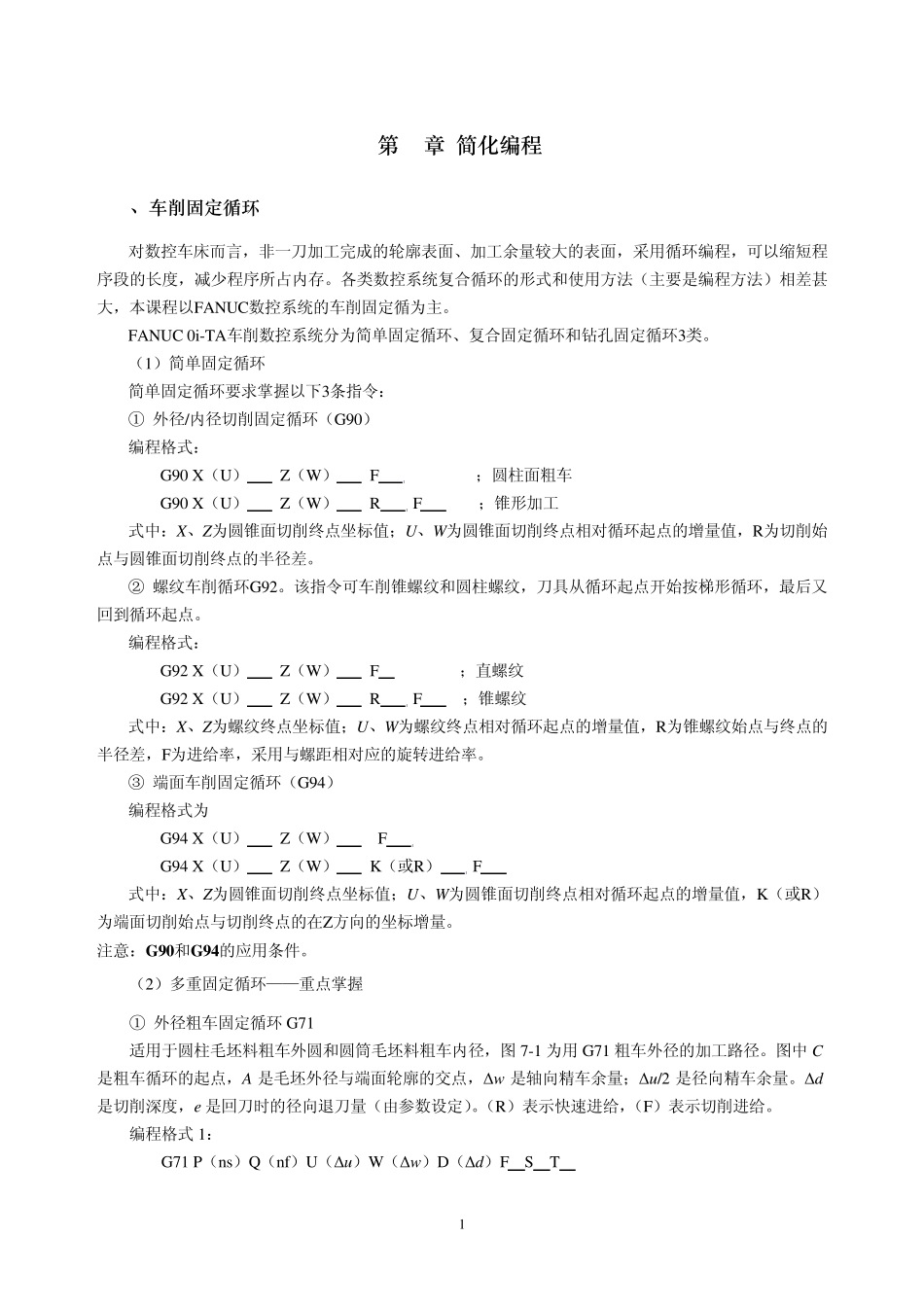
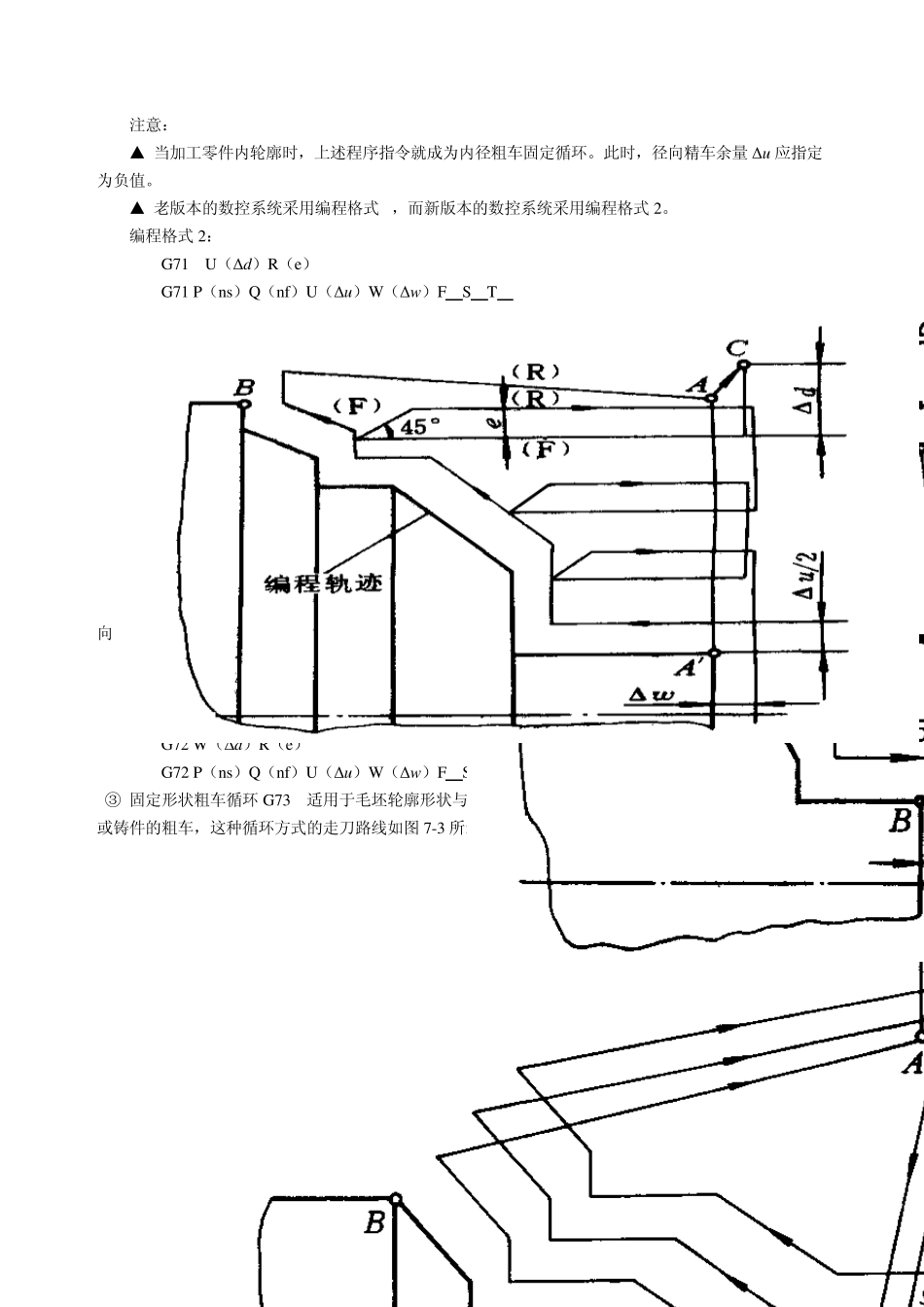
(2)多重固定循环——重点掌握 ① 外径粗车固定循环 G71 适用于圆柱毛坯料粗车外圆和圆筒毛坯料粗车内径,图 7-1 为用 G71 粗车外径的加工路径
图中 C是粗车循环的起点,A 是毛坯外径与端面轮廓的交点,Δw 是轴向精车余量;Δu/2 是径向精车余量
Δd是切削深度,e 是