注塑模具浇口型式及选择塑料模具的浇口是指连接分流道和性强之间的一段细短流道,是树脂注入型腔的入口
在模具中浇口的形状、 数量和尺寸和位置等会对塑料件的质量产生很大影响
所以浇口的选择是塑料模具设计的关键点之一,下面通过几个方面对于浇口进行介绍
一、浇口的主要作用有:1、型腔充满后,熔体在浇口处首先凝结,防止其倒流
2、易于切除浇口尾料
3、对于多腔模具,用以控制熔接痕的位置
二、浇口的型式浇口一般分为非限制性浇口和限制性浇口两种型式
限制性浇口又分为侧浇口、点浇口和盘环形浇口等3 个系列
1 非限制性浇口
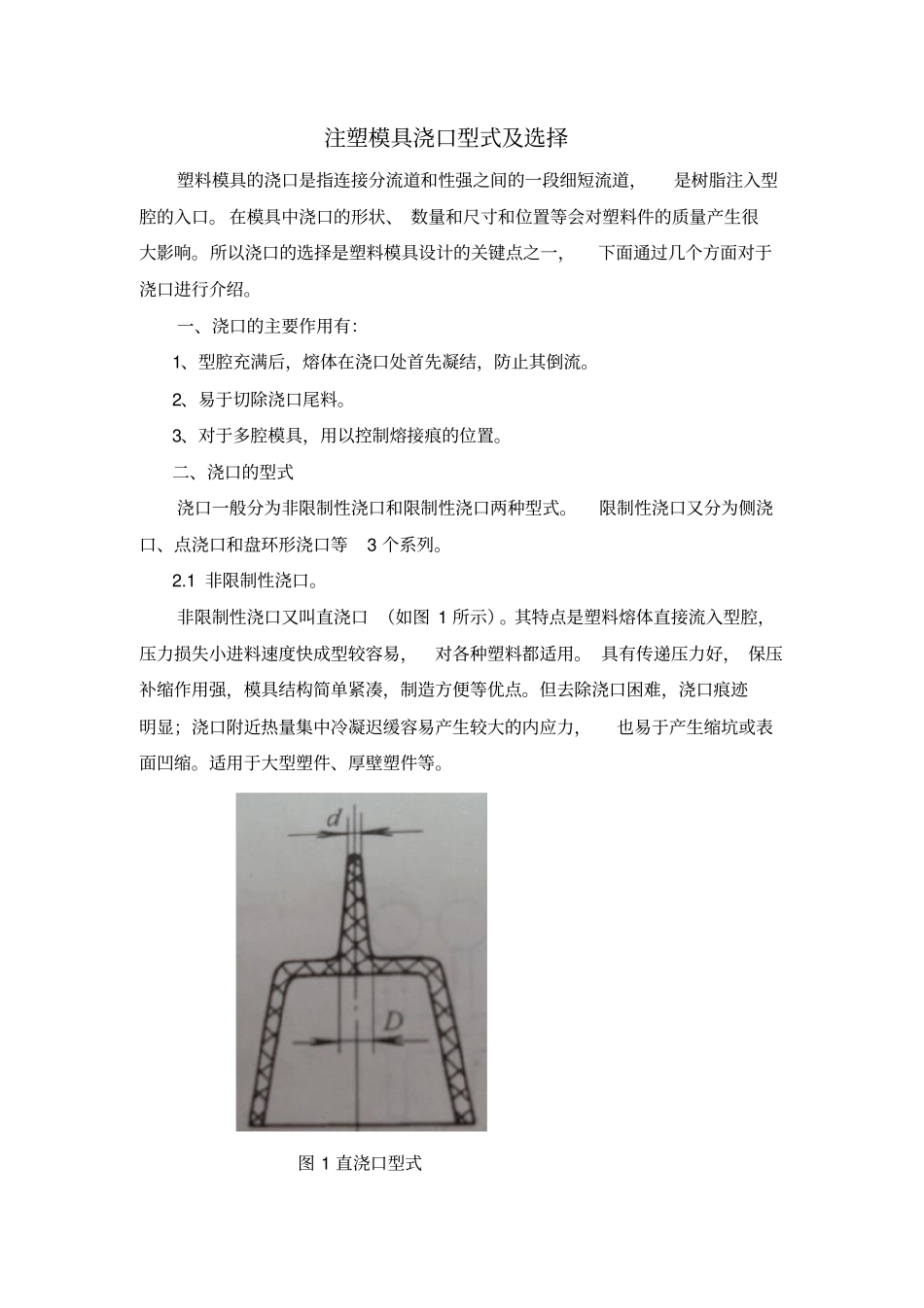
非限制性浇口又叫直浇口 (如图 1 所示)
其特点是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用
具有传递压力好, 保压补缩作用强,模具结构简单紧凑,制造方便等优点
但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大的内应力,也易于产生缩坑或表面凹缩
适用于大型塑件、厚壁塑件等
图 1 直浇口型式2
2 限制浇口
型腔与分流道之间采用一端距离很短、截面很小的通道相连接, 此通道称为限制性浇口, 它对浇口的厚度及快速凝固等可以进行限制
限制浇口的主要类型有:2
点浇口是一种截面尺寸特小的圆形浇口(如图 2 所示)
点浇口的特点有: 1、浇口位置限制小; 2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成的应力小
缺点是:1、压力损失大,模具必须采用三板模结构, 模具结构复杂, 并且要有顺序分模机构,也可应用于无流道的两板模具结构
图 2 点浇口的型式2
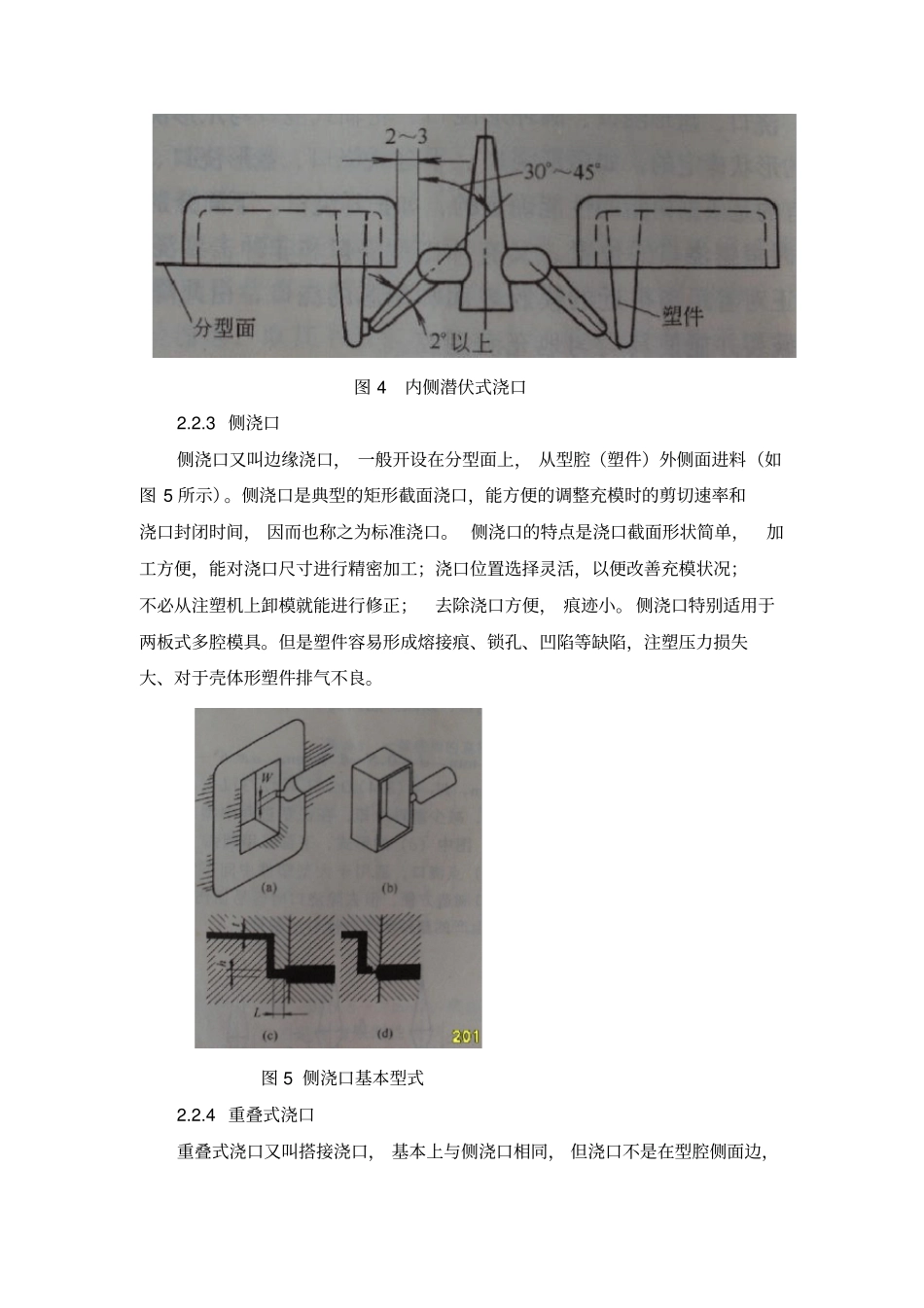
2 潜伏式浇口
潜伏式浇口是由点浇口演变而来,其分流道开设在分型面上, 浇口潜入分型面下面,沿斜向进入型腔, 潜伏式浇口除了具有点浇口的特点外,其进料浇口一般都在塑件的内表面或侧面隐蔽处,因此不影响塑