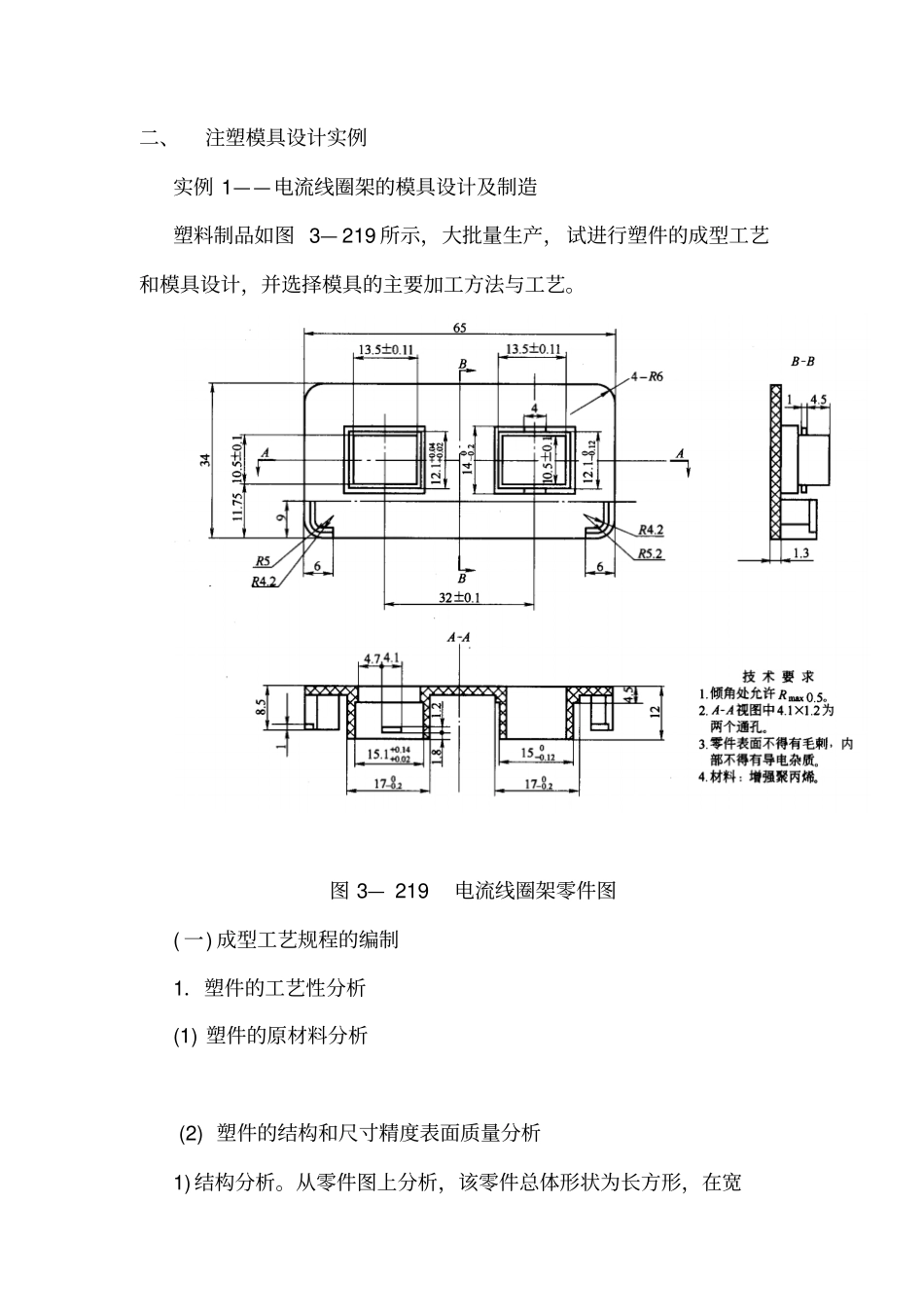
二、注塑模具设计实例实例 1——电流线圈架的模具设计及制造塑料制品如图 3— 219 所示,大批量生产,试进行塑件的成型工艺和模具设计,并选择模具的主要加工方法与工艺
图 3— 219 电流线圈架零件图( 一) 成型工艺规程的编制1.塑件的工艺性分析(1) 塑件的原材料分析 (2) 塑件的结构和尺寸精度表面质量分析1) 结构分析
从零件图上分析,该零件总体形状为长方形,在宽度方向的一侧有两个高度为8.5mm,R5mm的两个凸耳,在两个高度为 12mm、长、宽分别为 17mm和 13.5mm的凸台上,一个带有的凹槽( 对称分布 ) ,另一个带有 4.lmmXl.2 mm的凸台对称分布
因此,模具设计时必须设置侧向分型抽芯机构,该零件属于中等复杂程度
2) 尺寸精度分析
该零件重要尺寸如:012
12mm、04
12mm、14
15mm、012
15mm等精度为 3 级(Sj1372 — 78) ,次重要尺寸如:13.5±0.11、02
017mm、10.5±0.1mm、02
014mm等的尺寸精度为4~5 级(Sj 1372 — 78)
由以上分析可见,该零件的尺寸精度中等偏上,对应的模具相关零件的尺寸加工可以保证
从塑件的壁厚上来看,壁厚最大处为1.3mm,最小处为 0.95mm,壁厚差为 0.35mm,较均匀,有利于零件的成型
3) 表面质量分析
该零件的表面除要求没有缺陷、毛刺,内部不得有导电杂质外,没有特别的表面质量要求,故比较容易实现
综上分析可以看出,注射时在工艺参数控制得较好的情况下,零件的成型要求可以得到保证
(3) 计算塑件的体积和质量计算塑件的质量是为了选用注射机及确定型腔数
经计算塑件的体积为 V=4087mm3;计算塑件的质量: 根据设计手册可查得增强聚丙烯的密度为ρ =1
04g /cm3
故塑件的质量为 W=