C:\iknow\docshare\data\cur_work\548044999
doc 9-1第三节浇注系统1
浇注系统分类﹕冷流道系统﹐热流道系统2
冷流道系统的组成部分﹕主流道(竖流道 )﹐分流道﹐冷料穴﹐浇口2
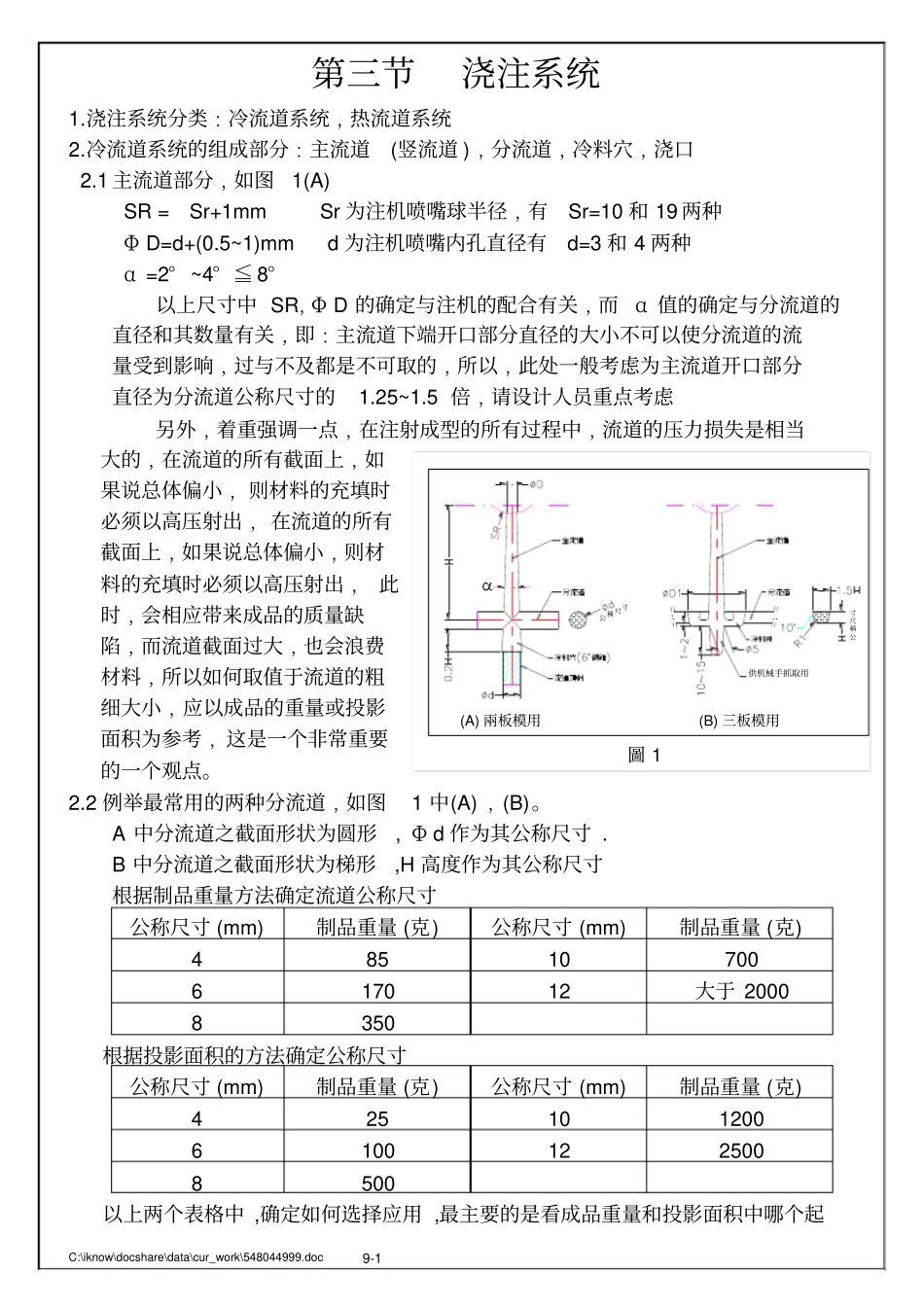
1 主流道部分﹐如图1(A) SR = Sr+1mm Sr 为注机喷嘴球半径﹐有Sr=10 和 19 两种Φ D=d+(0
5~1)mm d 为注机喷嘴内孔直径有d=3 和 4 两种α =2° ~4° ≦ 8°以上尺寸中 SR﹐Φ D 的确定与注机的配合有关﹐而α 值的确定与分流道的直径和其数量有关﹐即﹕主流道下端开口部分直径的大小不可以使分流道的流量受到影响﹐过与不及都是不可取的﹐所以﹐此处一般考虑为主流道开口部分直径为分流道公称尺寸的1
5 倍﹐请设计人员重点考虑另外﹐着重强调一点﹐在注射成型的所有过程中﹐流道的压力损失是相当大的﹐在流道的所有截面上﹐如果说总体偏小﹐ 则材料的充填时必须以高压射出﹐ 在流道的所有截面上﹐如果说总体偏小﹐则材料的充填时必须以高压射出﹐ 此时﹐会相应带来成品的质量缺陷﹐而流道截面过大﹐也会浪费材料﹐所以如何取值于流道的粗细大小﹐应以成品的重量或投影面积为参考﹐ 这是一个非常重要的一个观点
2 例举最常用的两种分流道﹐如图1 中(A)﹐(B)
A 中分流道之截面形状为圆形, Φ d 作为其公称尺寸
B 中分流道之截面形状为梯形,H 高度作为其公称尺寸根据制品重量方法确定流道公称尺寸公称尺寸 (mm) 制品重量 (克) 公称尺寸 (mm) 制品重量 (克) 4 85 10 700 6 170 12 大于 2000 8 350 根据投影面积的方法确定公称尺寸公称尺寸 (mm) 制品重量 (克) 公称尺寸 (mm) 制品重量 (克) 4 25 10 1200 6 100 12 2500 8 500 以上两个表格中