4 刨削加工及插削、拉削简介 本章主要教学要求 (1)了解刨削加工的特点及加工范围 (2)了解刨床的性能及主要组成结构和用途、各种刨刀的特点及应用; (3)了解由刨削加工引申的插削和拉削加工的特点及应用
(4)掌握刨床基本操作要领和主要调整、刨刀与工件的装夹、主要形面的加工方法等; (5)独立操作完成矩形工件的加工
安全实习注意事项 (1)工作时穿好工作服(领口紧、袖口紧、下摆紧)、戴好工作帽(长发压入帽内)、穿好防护鞋; (2)开车前先检查机床、刀具、工件的装夹; (3)多人共用一台刨床时,只能一人操作,严禁两人同时操作; (4)工作台和滑枕不能调整到极限位置; (5)刨床开动后,滑枕前严禁站人和行程范围内过人
1 概述 在刨床上利用做直线往复运动的刨刀加工工件的过程称为刨削
1 刨削运动与刨削用量 如图4-1 所示,在牛头刨床上进行刨削时,刨刀随滑枕的直线往复运动为主运动,工件随工作台的间歇移动为进给运动
1 刨削速度 刨刀刨削时往复运动的平均速度,其值可按下式计算: Vc=2Ln/1000 (mm/min) 式中`` L—刨刀的行程长度(mm) n—滑枕每分钟往复次数(往复次数/min 4
2 进给量 刨刀每往返一次,工件横向移动的垂 直距离
对于B6065 牛头刨床的进给量值可按下式 计算:f=k/3 (mm) 式中 k—刨刀每往复一次,棘轮被拨过的齿数 4
3 背吃刀量(刨削深度ap ) 已加工表面与待加 工表面之间的垂直距离(mm)
图 4-1 刨削运动与切削用量 4
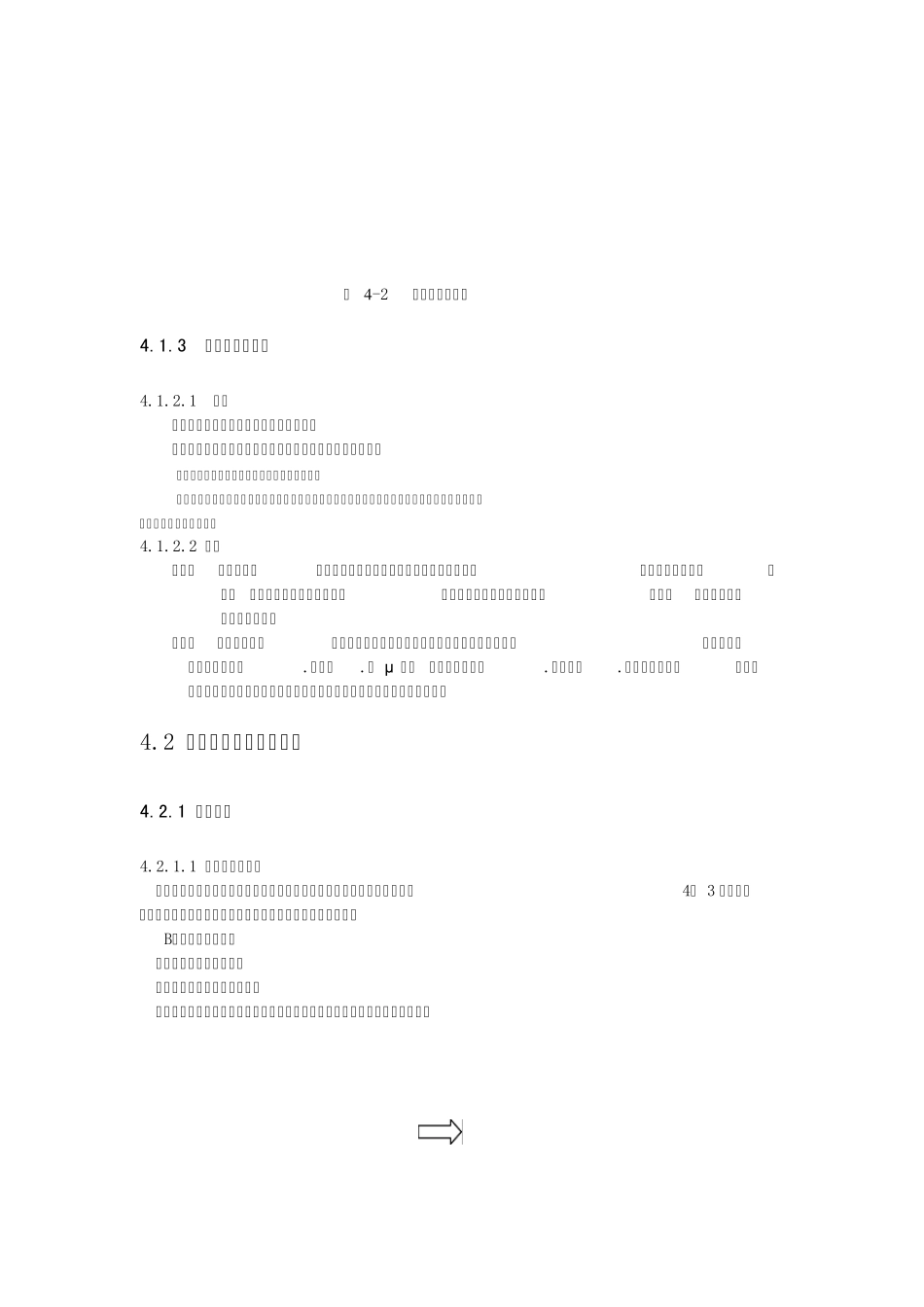
2 刨削加工的范围 刨削加工主要用来加工各种平面、直线形(母线为直线)沟槽和直线形成形面等,如图4-2 所示
在实际生产中,一般用于毛坯加工、单件小批生产、修配等
图 4-2 刨削加工的范围 4
3 刨削加工的特点 4