下载后可任意编辑五轴说明书编程部分12024 年 4 月 19 日下载后可任意编辑第二章 编程篇2
1 准备功能 G 代码的种类 准备功能 G 代码及后数字表示,规定其所在的程序的意义
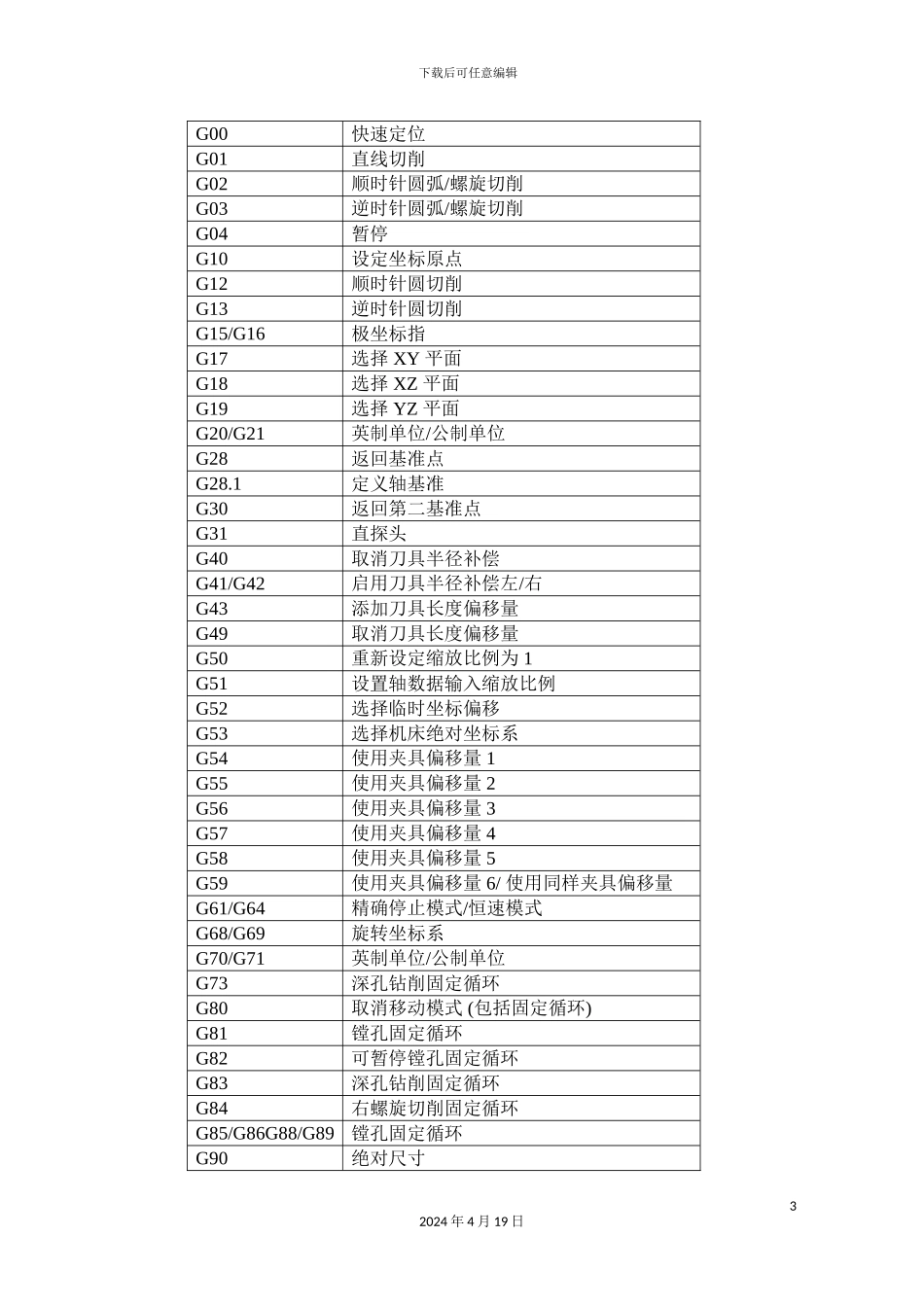
G 代码有一下两种类型: 种类意义非模态 G 代码只在被指令的程序段有效模态 G 代码在同组其它 G 代码前一直有效(例)G01 和 G00 是同组的模态 G 代码 G01 X______; Z__________; G01 有效 X__________; G01 有效 Z__________; G00 有效注:具体的系统参数请参考系统参数表 G 代码及功能表G 代码概要22024 年 4 月 19 日下载后可任意编辑G00快速定位G01直线切削G02顺时针圆弧/螺旋切削G03逆时针圆弧/螺旋切削G04暂停G10设定坐标原点G12顺时针圆切削G13逆时针圆切削G15/G16极坐标指G17选择 XY 平面G18选择 XZ 平面G19选择 YZ 平面G20/G21英制单位/公制单位G28返回基准点G28
1定义轴基准G30返回第二基准点G31直探头G40取消刀具半径补偿G41/G42启用刀具半径补偿左/右G43添加刀具长度偏移量G49取消刀具长度偏移量G50重新设定缩放比例为 1G51设置轴数据输入缩放比例G52选择临时坐标偏移G53选择机床绝对坐标系G54使用夹具偏移量 1G55使用夹具偏移量 2G56使用夹具偏移量 3G57使用夹具偏移量 4G58使用夹具偏移量 5G59使用夹具偏移量 6/ 使用同样夹具偏移量G61/G64精确停止模式/恒速模式G68/G69旋转坐标系G70/G71英制单位/公制单位G73深孔钻削固定循环G80取消移动模式 (包括固定循环)G81镗孔固定循环G82可暂停镗孔固定循环G83深孔钻削固定循环G84右螺旋切削固定循环G85/G86G88/G89镗孔固定循环G90绝