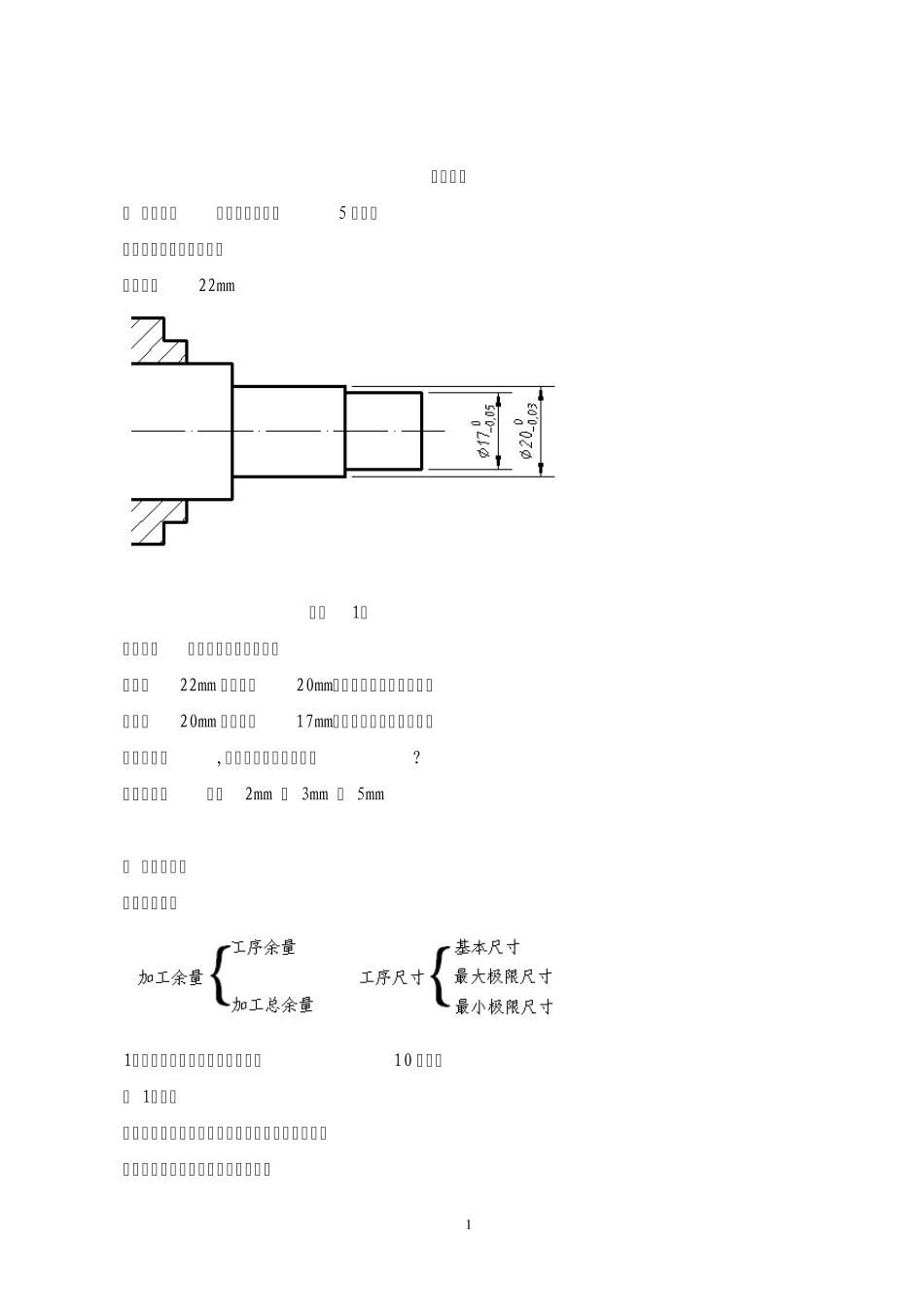
§3—5 加工余量的确定 1、 课题:加工余量的确定 2、 教学目标: ( 1)理解加工余量的基本概念 ( 2)掌握影响加工余量的因素 ( 3)运用加工余量的计算 3、 重点: ( 1)加工余量的基本概念和计算 ( 2)影响加工余量的因素 4、 难点 ( 1)加工余量的计算 ( 2)影响加工余量的因素 5、 教学方法: 讲授法、举例对比法、图示法、分析引导法、诠释法等 6、 教学时间:90 分钟 1 教学过程 【 新课引入】(讲授时间:5 分钟) 数控车床轴类零件的加工 毛坯:Φ22mm (图1) 〈提问〉:加工该简单阶梯轴, ①从Φ22mm 加工到Φ20mm,切除金属厚度为多少
②从Φ20mm 加工到Φ17mm,切除金属厚度为多少
③加工该轴,共切除金属厚度为多少
〈学生答〉:①2mm ② 3mm ③ 5mm 【 新课讲授】 一、基本概念 1、加工余量等概念(讲授时间:10 分钟) ( 1)含义 ①加工余量是指加工过程中所切去的金属层厚度; ②工序余量是相邻两工序尺寸之差; 2 ③加工总余量是毛坯尺寸与零件图的设计尺寸之差,它等于各工序余量之和
〈提问〉:什么是加工余量
加工余量可以分为哪些
〈学生答〉:①加工余量是指加工过程中所切去的金属层厚度; ②工序余量和加工总余量
〈提问〉:在图1 中,哪些是加工余量
〈学生答〉:①加工余量:2mm, 3mm, 5mm ②工序余量:a、Φ22mm→Φ20mm 2mm b、Φ20mm→Φ17mm 3mm ③加工总余量:2mm+3mm=5mm 教学方法:通过图示将加工余量、工序余量、加工总余量形象表现出来,有利于学生区分和理解
( 2)公式 式中Z∑ ——总加工余量; Zi——第i 道工序余量; n——工序数量
『 练习』:用公式计算图1 中加工总余量 5(mm) 2、工序尺寸内容(讲授时间:1