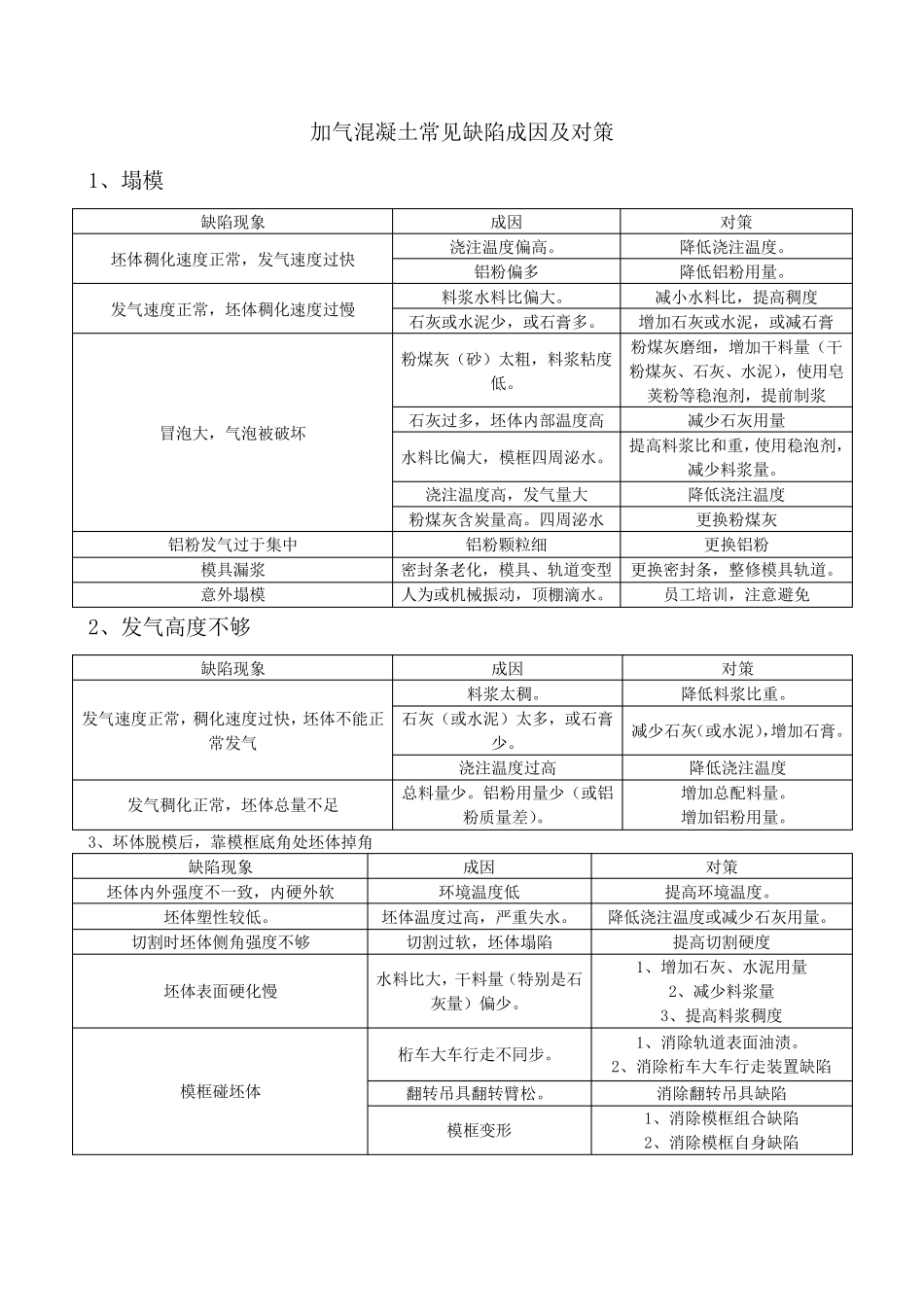
加气混凝土常见缺陷成因及对策 1、塌模 缺陷现象 成因 对策 坯体稠化速度正常,发气速度过快 浇注温度偏高
降低浇注温度
铝粉偏多 降低铝粉用量
发气速度正常,坯体稠化速度过慢 料浆水料比偏大
减小水料比,提高稠度 石灰或水泥少,或石膏多
增加石灰或水泥,或减石膏 冒泡大,气泡被破坏 粉煤灰(砂)太粗,料浆粘度低
粉煤灰磨细,增加干料量(干粉煤灰、石灰、水泥),使用皂荚粉等稳泡剂,提前制浆 石灰过多,坯体内部温度高 减少石灰用量 水料比偏大,模框四周泌水
提高料浆比和重,使用稳泡剂,减少料浆量
浇注温度高,发气量大 降低浇注温度 粉煤灰含炭量高
四周泌水 更换粉煤灰 铝粉发气过于集中 铝粉颗粒细 更换铝粉 模具漏浆 密封条老化,模具、轨道变型 更换密封条,整修模具轨道
意外塌模 人为或机械振动,顶棚滴水
员工培训,注意避免 2、发气高度不够 缺陷现象 成因 对策 发气速度正常,稠化速度过快,坯体不能正常发气 料浆太稠
降低料浆比重
石灰(或水泥)太多,或石膏少
减少石灰(或水泥),增加石膏
浇注温度过高 降低浇注温度 发气稠化正常,坯体总量不足 总料量少
铝粉用量少(或铝粉质量差)
增加总配料量
增加铝粉用量
3、坏体脱模后,靠模框底角处坯体掉角 缺陷现象 成因 对策 坯体内外强度不一致,内硬外软 环境温度低 提高环境温度
坯体塑性较低
坯体温度过高,严重失水
降低浇注温度或减少石灰用量
切割时坯体侧角强度不够 切割过软,坯体塌陷 提高切割硬度 坯体表面 硬化慢 水料比大,干料量(特 别 是 石灰量)偏少
1、增加石灰、水泥用量 2、减少料浆量 3、提高料浆稠度 模框碰 坯体 桁 车 大车 行 走 不同 步
1、消 除 轨道表面 油 渍
2、消 除 桁 车 大车 行 走 装 置 缺陷 翻 转 吊 具翻 转 臂 松