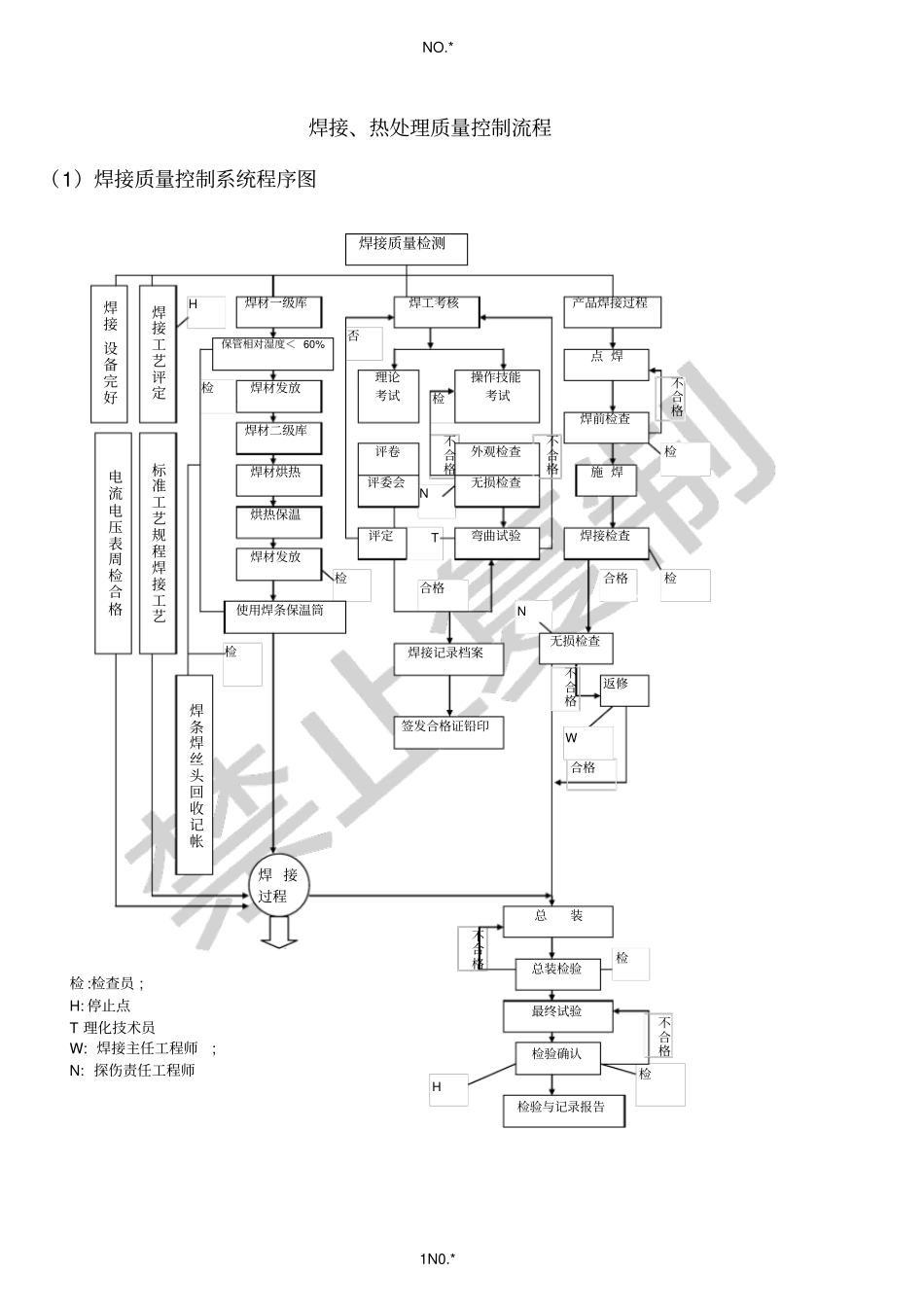
* 焊接、热处理质量控制流程(1)焊接质量控制系统程序图不合格焊接质量检测焊接设备完好焊接工艺评定电流电压表周检合格标准工艺规程焊接工艺焊材一级库保管相对湿度< 60% 焊材二级库焊材烘热烘热保温焊材发放使用焊条保温筒焊工考核操作技能考试外观检查无损检查评卷评委会评定弯曲试验产品焊接过程点 焊焊前检查施 焊焊接检查无损检查返修焊条焊丝头回收记帐焊 接过程焊接记录档案签发合格证铅印总装总装检验最终试验检验确认检验与记录报告理论考试焊材发放检H 否合格N W 检检检不合格N T 合格检H 检检检检 :检查员 ; H: 停止点T 理化技术员W: 焊接主任工程师; N: 探伤责任工程师不合格不合格不合格合格不合格NO
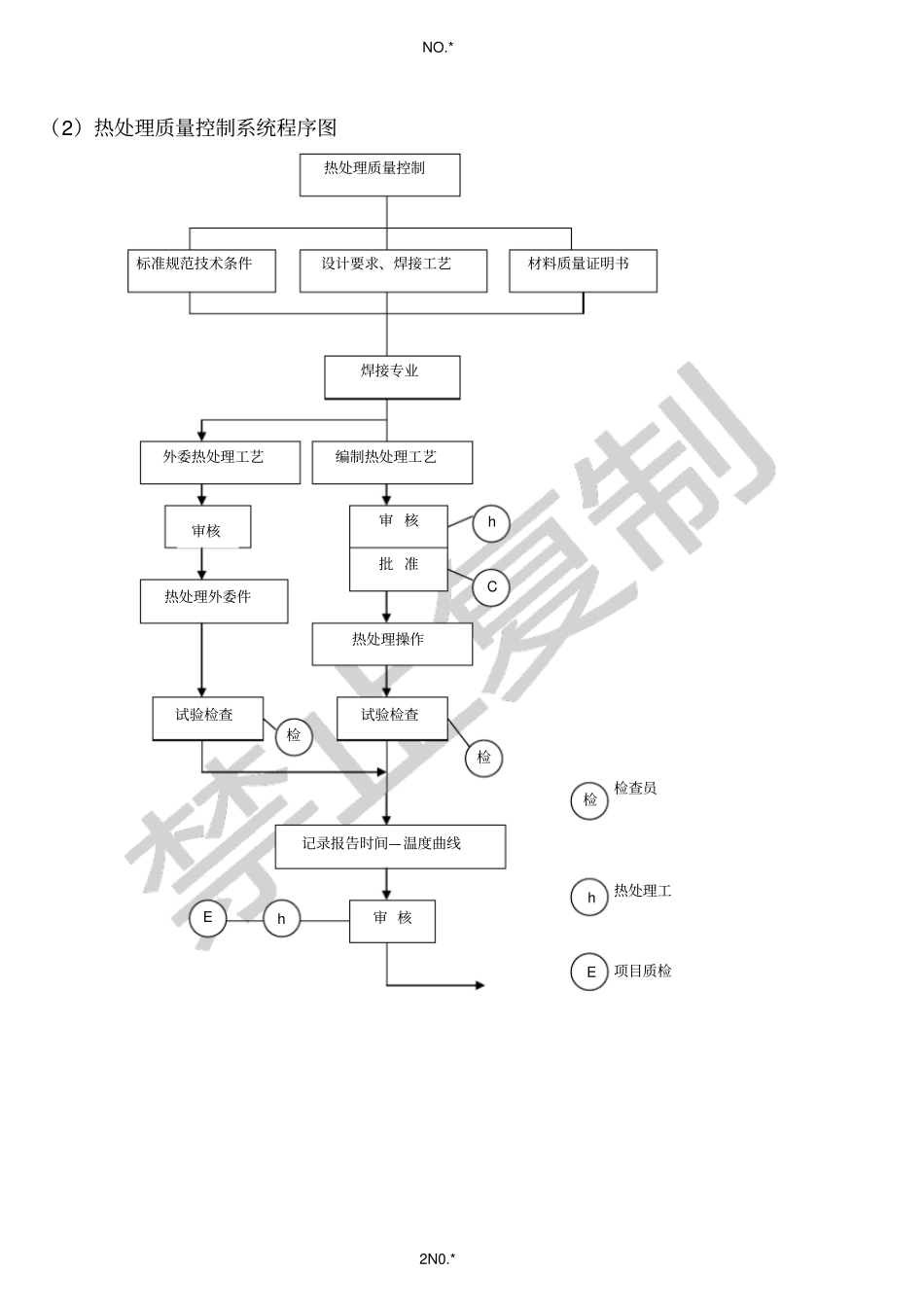
* (2)热处理质量控制系统程序图热处理质量控制设计要求、焊接工艺材料质量证明书标准规范技术条件焊接专业编制热处理工艺热处理操作试验检查记录报告时间—温度曲线审 核E 审 核批 准h h C 检检h E 外委热处理工艺审核热处理外委件试验检查检检查员热处理工项目质检NO
* 焊缝热处理1、方法(1)、局部焊后热处理对于20mm厚度及以下的低合金管道可以用火焰加热进行焊前预热
(2)、对特殊材质及有特殊要求焊缝,应按照焊接工艺规范的规定合理选用焊前和焊后热处理方法
2、焊前预热及焊后热处理时,应测量和记录其温度,测温点的部位和数量应根据执行标准的规定要求合理,测温仪表应经计量检定合格
3、对容易产生焊接延迟裂纹的钢材,焊后应及时进行焊后热处理,当不能及时进行焊后热处理时, 应在焊后立即均匀加热至300-350℃,并进行保温缓冷,其加热范围应与焊后热处理要求相同
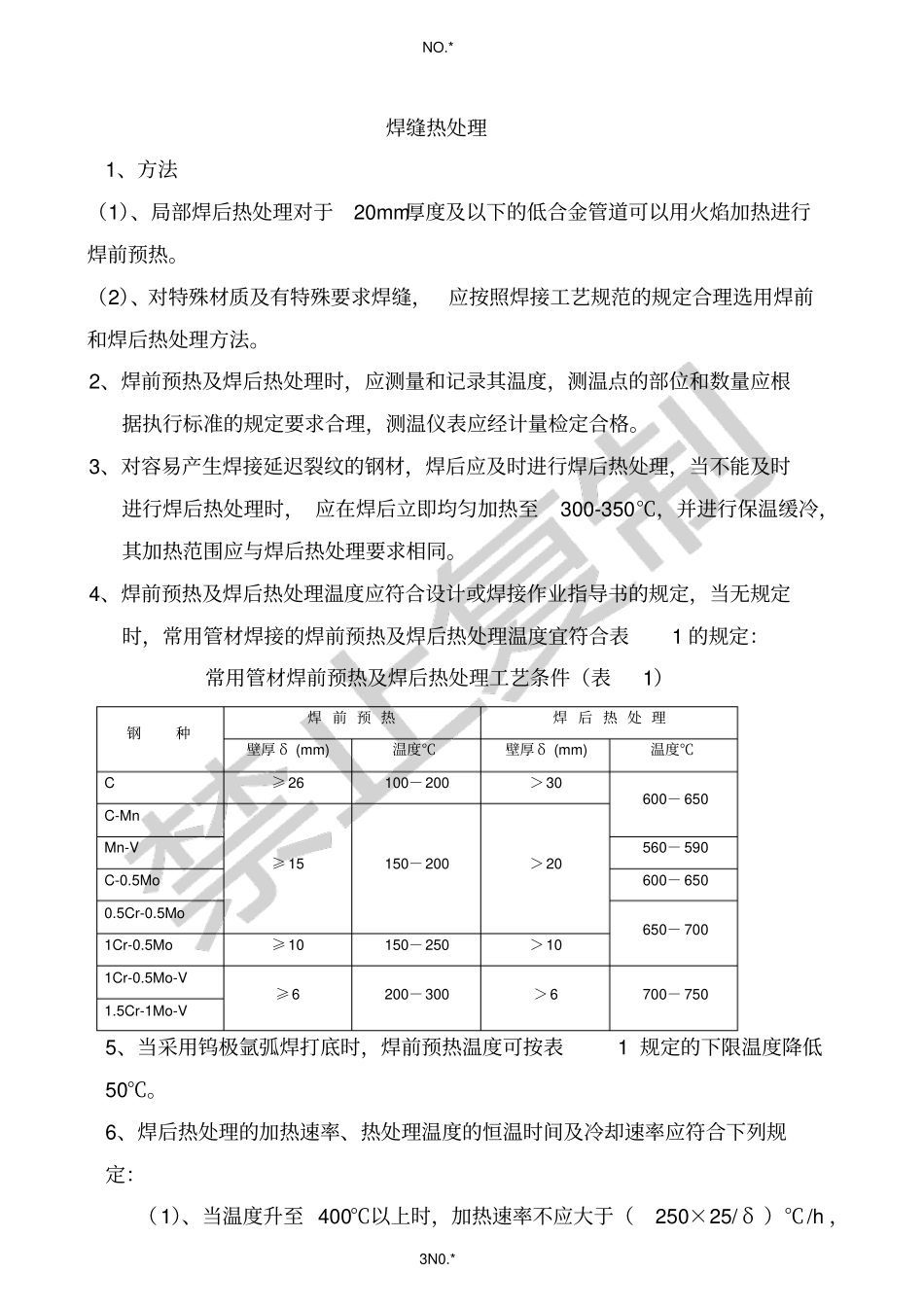
4、焊前预热及焊后热处理温度应符合设计或焊接作业指导书的规定,当无规定时,常用管材焊接的焊前预热及焊后热处理温度宜符合表1 的规定:常用管材焊前预热及焊后热处理工艺条件(