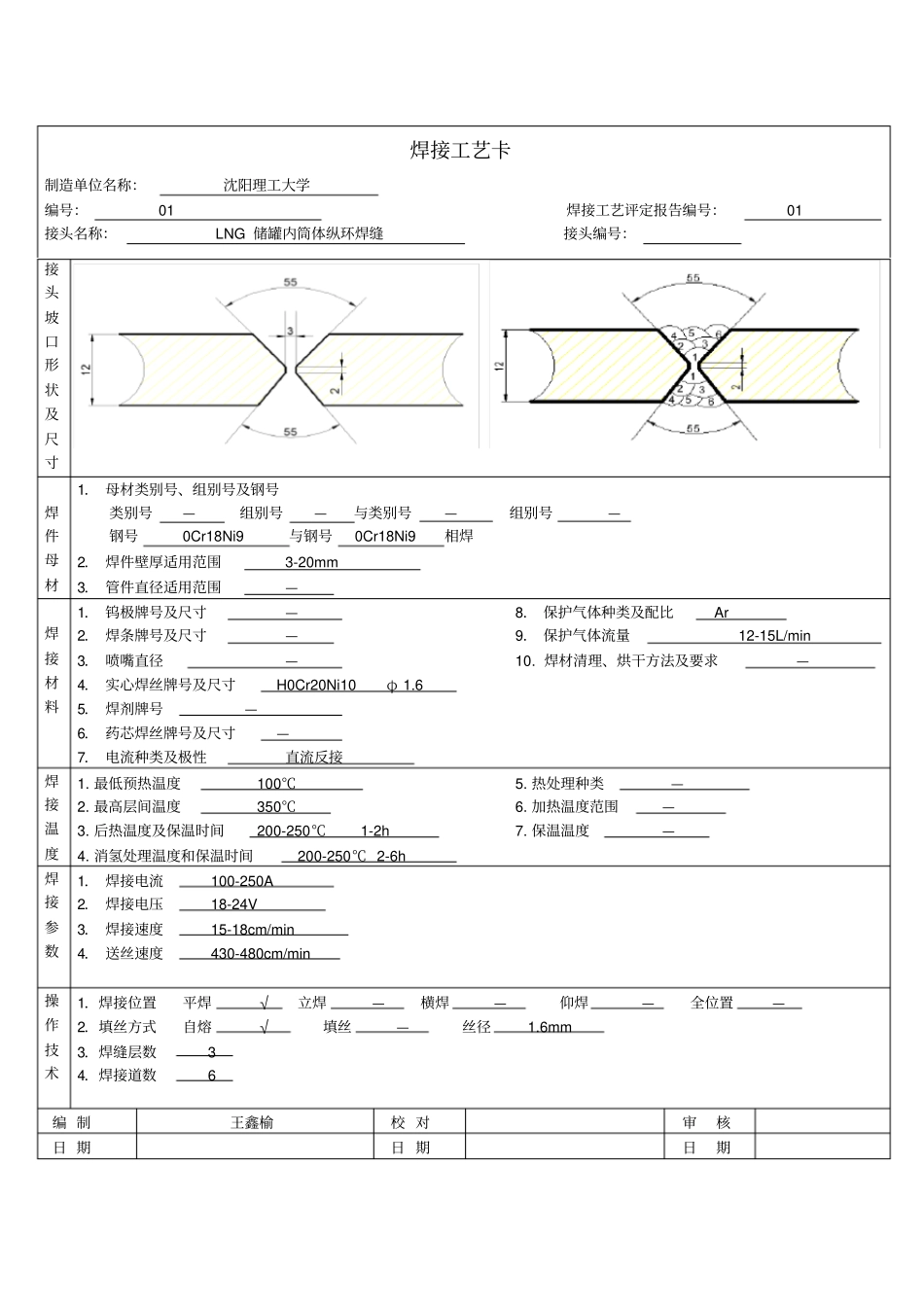
焊接工艺卡制造单位名称:沈阳理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG 储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2. 焊件壁厚适用范围3-20mm 3. 管件直径适用范围—焊接材料1. 钨极牌号及尺寸—2. 焊条牌号及尺寸—3. 喷嘴直径—4. 实心焊丝牌号及尺寸H0Cr20Ni10 φ 1
6 5. 焊剂牌号—6. 药芯焊丝牌号及尺寸—7. 电流种类及极性直流反接8. 保护气体种类及配比Ar 9. 保护气体流量12-15L/min 10
焊材清理、烘干方法及要求—焊接温度1
最低预热温度100℃2
最高层间温度350℃3
后热温度及保温时间200-250℃1-2h 4
消氢处理温度和保温时间200-250℃ 2-6h 5
热处理种类—6
加热温度范围—7
保温温度—焊接参数1. 焊接电流100-250A 2. 焊接电压18-24V 3. 焊接速度15-18cm/min 4. 送丝速度430-480cm/min 操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1
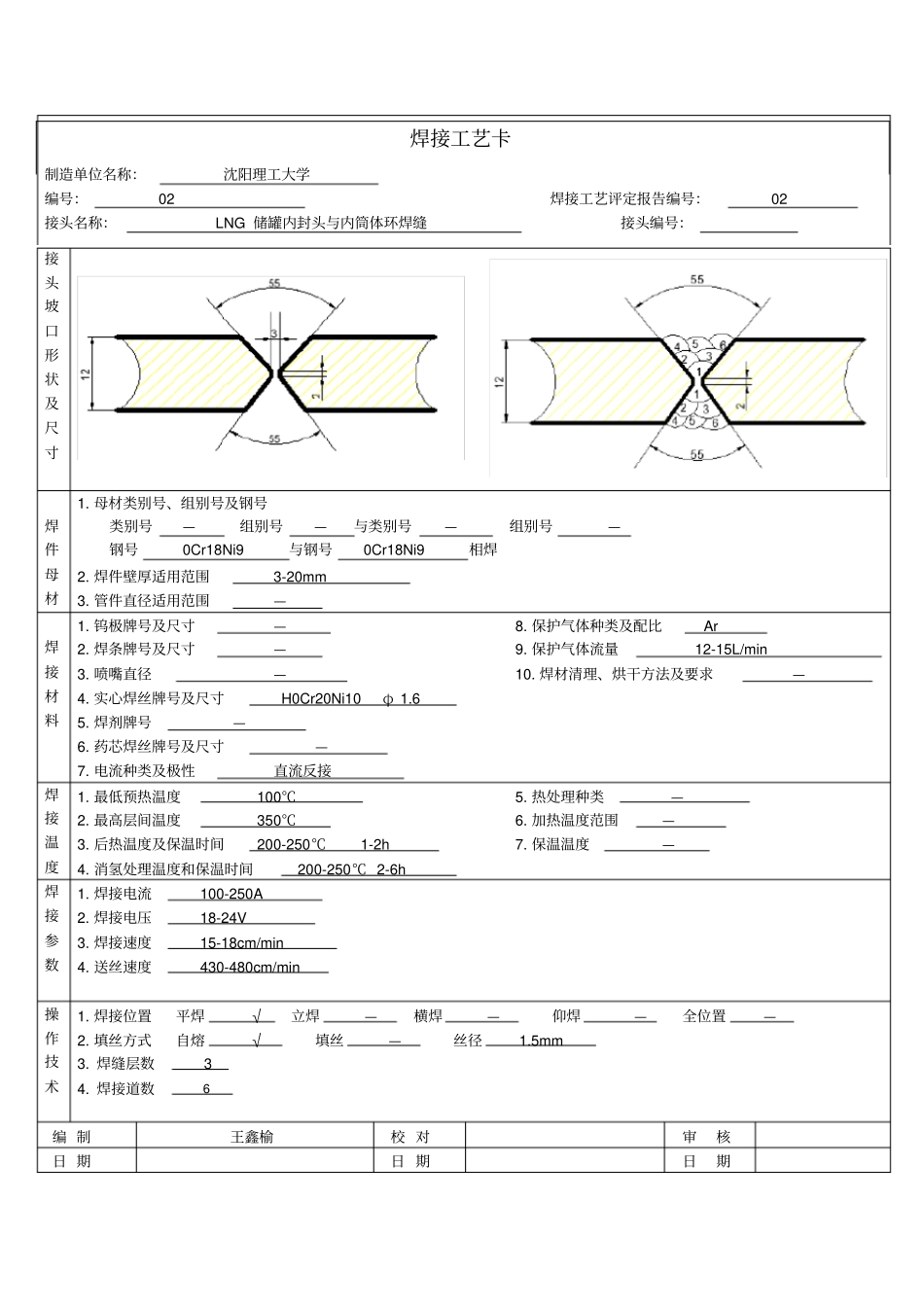
6mm 3.焊缝层数3 4.焊接道数6 编 制王鑫榆校 对审核日 期日 期日期焊接工艺卡制造单位名称:沈阳理工大学编号:02 焊接工艺评定报告编号:02 接头名称:LNG 储罐内封头与内筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1
母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2
焊件壁厚适用范围3-20mm 3
管件直径适用范围—焊接材料1
钨极牌号及尺寸—2
焊条牌号及尺寸—3
喷嘴直径—4
实心焊丝牌号及尺寸H0Cr20Ni10 φ 1