焊 接 工 艺 评 定 书报告: TJQZ·011HS2015·001 编制:审核:批准:四川沱江起重机有限公司2015
16 目录一、焊接工艺评定任务书二、焊接工艺指导书三、焊接工艺评定原始记录四、焊接工艺试件检验记录五、焊接工艺评定结论报告附件:1、母材材质证明书2、焊材材质证明书3、无损检测报告4、力学性能试验报告5、焊接检验记录表焊接工艺评定任务书评定项目Q235B 12mm 二氧化碳气体保护焊评定理由焊接接头工艺性能是否满足质量要求焊接工艺二氧化碳气保焊打底、盖面(双面焊)焊接位置平 焊接头型式板—板对接母材牌号Q235B 坡口型式V 型规格δ =12mm 类别号Ⅱ-1 焊接材料牌号焊丝 ER50-6φ 1
2 焊剂或保护气Ar、CO2 混合气焊后热处理/ 无损探伤射线透照 JB4730— 2005《压力容器无损检测》标准,射线透照质量不低于 AB 级,焊缝缺陷等级不低于Ⅱ为合格
力学性能面、背弯试样各 2 个,拉伸试样 2 个
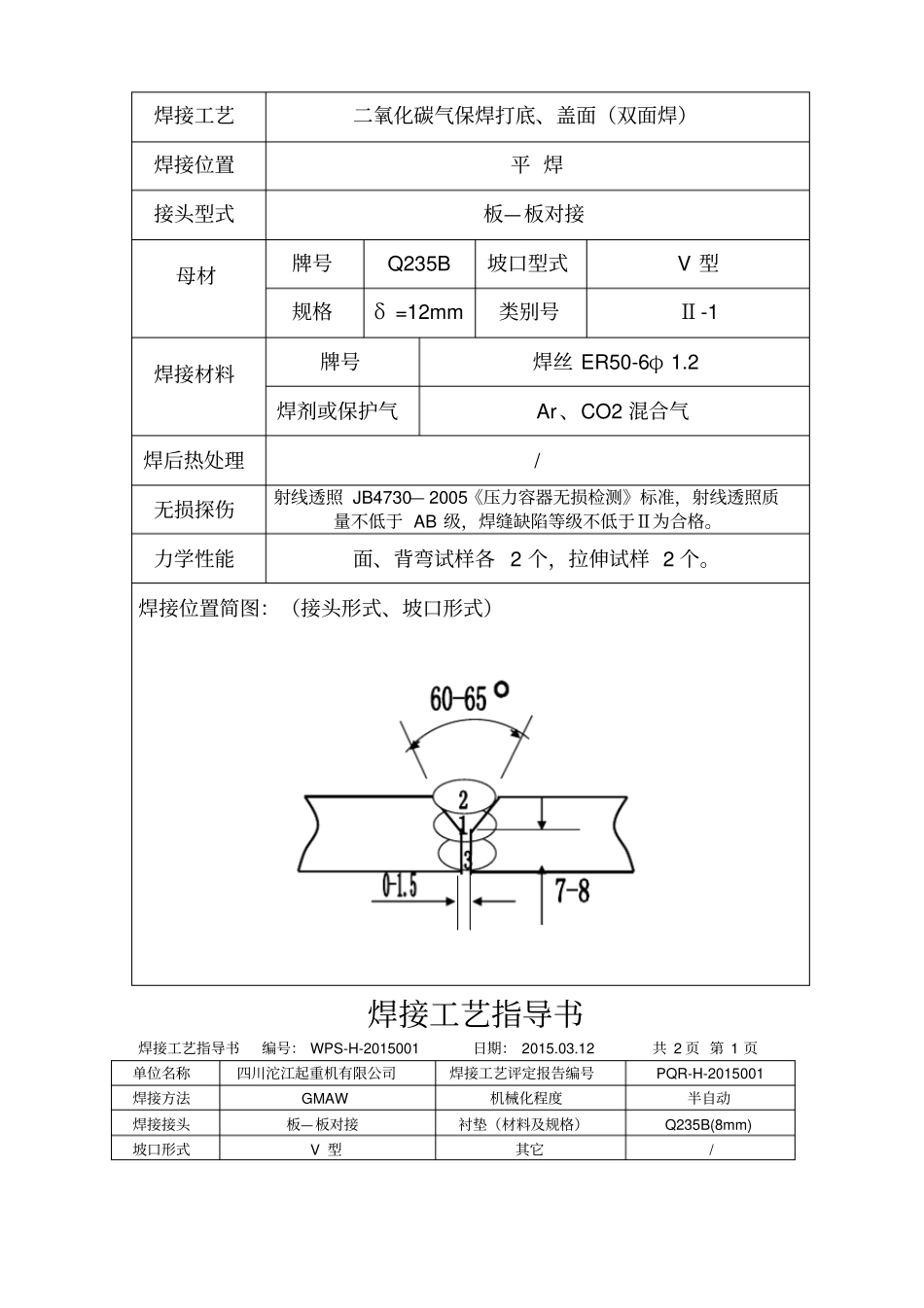
焊接位置简图:(接头形式、坡口形式)焊接工艺指导书焊接工艺指导书编号: WPS-H-2015001 日期: 2015
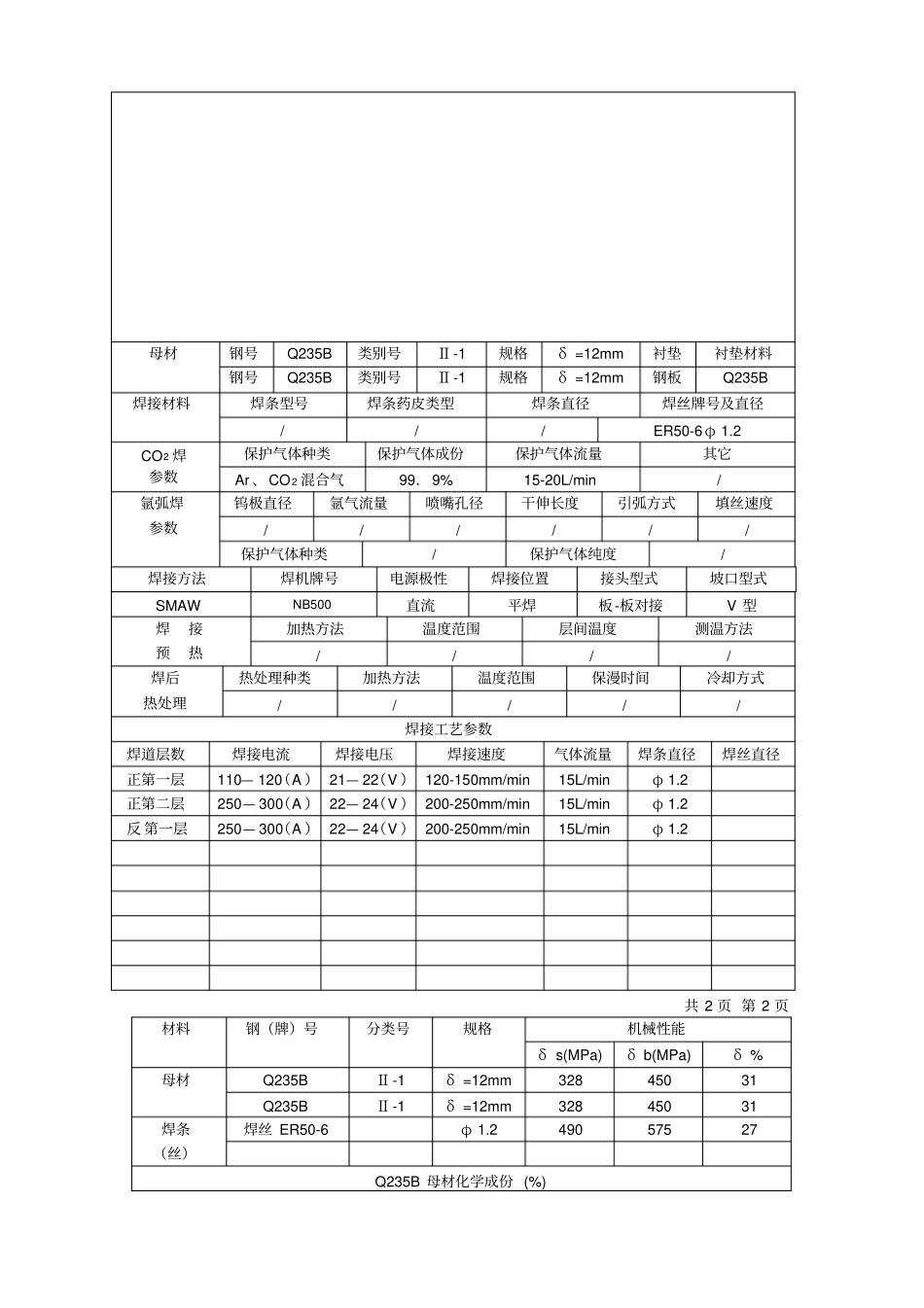
12 共 2 页 第 1 页单位名称四川沱江起重机有限公司焊接工艺评定报告编号PQR-H-2015001 焊接方法GMAW 机械化程度半自动焊接接头板—板对接衬垫(材料及规格)Q235B(8mm) 坡口形式V 型其它/ 母材钢号Q235B 类别号Ⅱ-1 规格δ =12mm 衬垫衬垫材料钢号Q235B 类别号Ⅱ-1 规格δ =12mm 钢板Q235B 焊接材料焊条型号焊条药皮类型焊条直径焊丝牌号及直径/ / / ER50-6φ 1
2 CO2 焊参数保护气体种类保护气体成份保护气体流量其它Ar 、CO 2 混合气99.9% 15-20L/min / 氩弧焊参数钨极直径氩气流量喷嘴孔径干伸长度引弧方式填丝速度/ /