焊接工艺评定试验试样取样通用工艺规程1 焊接工艺评定试验试样取样通用工艺规程1主题内容与适应范围1
1 本规程规定了钢制焊接压力容器焊接工艺评定试验试样加工方法和要求
2 本规程适用于本公司钢制压力容器焊接工艺评定
1 焊接责任工程师应根据公司需要确定焊接工艺评定项目
2 焊接工艺评定所用设备、仪表应处于正常工作状态,钢材、焊接材料必须符合相应标准,并由本公司技能熟练的焊工使用本公司焊接设备焊接试板
3 试样制备3
1 试样取样及尺寸、要求3
1 焊接工艺评定的小铁研抗裂试样应符合图3-1 规定图 3-13
2 取样要求a) 所有切口不得用剪板机剪切b) 所有棱角都应倒成R2圆角(除焊缝外);焊接工艺评定试验试样取样通用工艺规程2 c) 在所有试样端头打上钢印;d) 所有试样表面不得有碰伤;e) 试样数量: 5 件
2 试样取样位置3
1 板材取样3
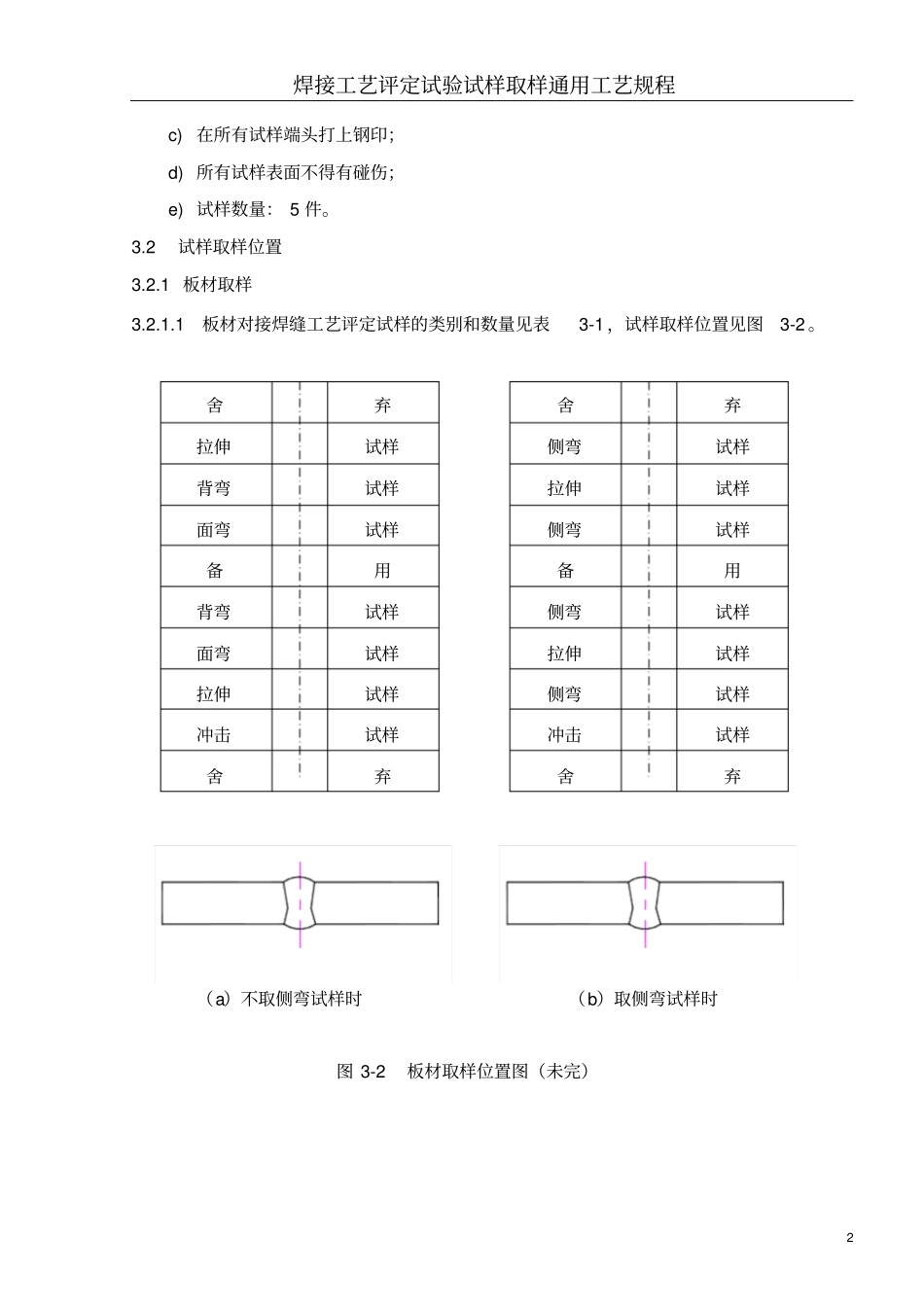
1板材对接焊缝工艺评定试样的类别和数量见表3-1 ,试样取样位置见图3-2
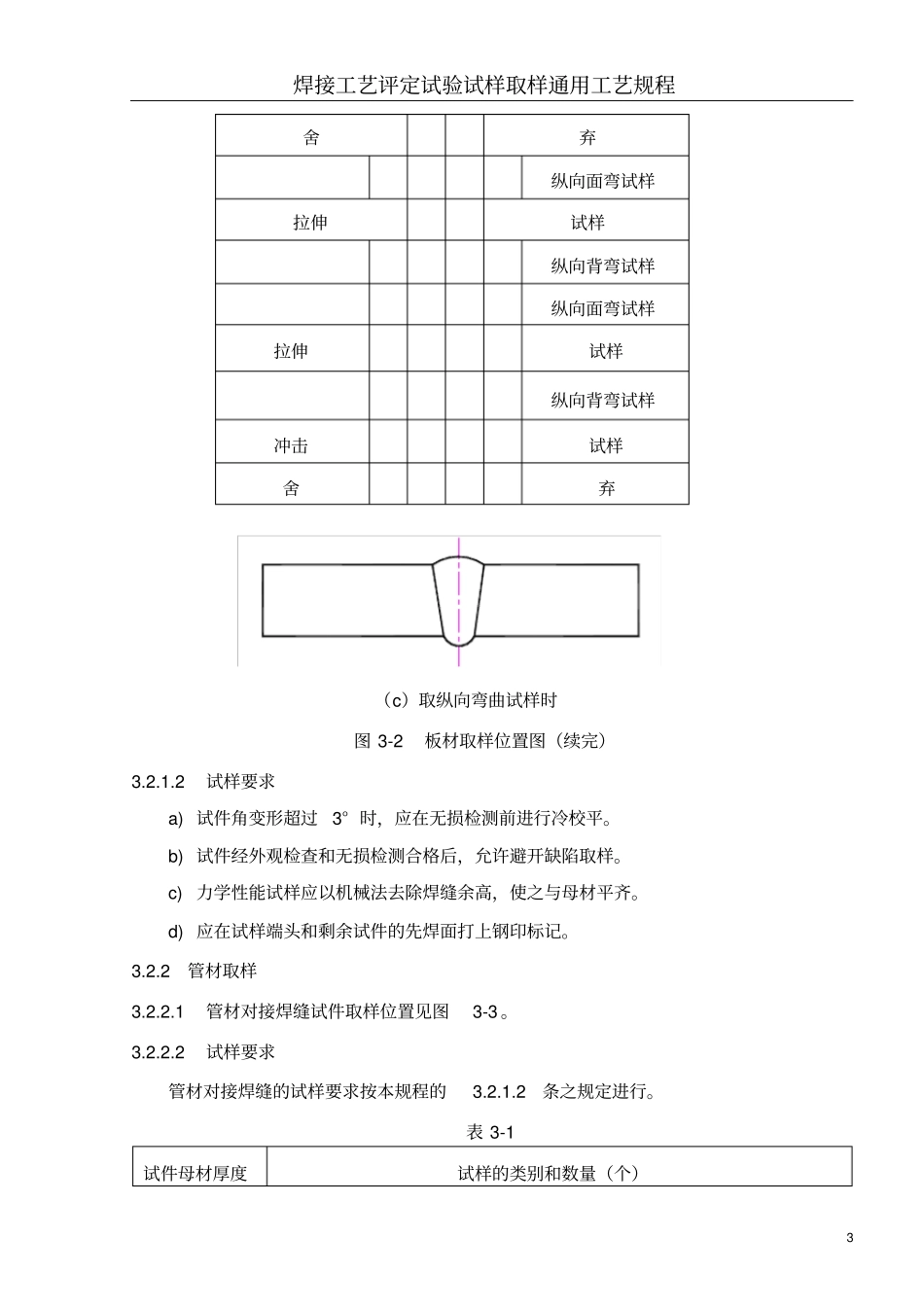
舍弃舍弃拉伸试样侧弯试样背弯试样拉伸试样面弯试样侧弯试样备用备用背弯试样侧弯试样面弯试样拉伸试样拉伸试样侧弯试样冲击试样冲击试样舍弃舍弃(a)不取侧弯试样时(b)取侧弯试样时图 3-2 板材取样位置图(未完)焊接工艺评定试验试样取样通用工艺规程3 舍弃纵向面弯试样拉伸试样纵向背弯试样纵向面弯试样拉伸试样纵向背弯试样冲击试样舍弃(c)取纵向弯曲试样时图 3-2 板材取样位置图(续完)3
2 试样要求a) 试件角变形超过3° 时,应在无损检测前进行冷校平
b) 试件经外观检查和无损检测合格后,允许避开缺陷取样
c) 力学性能试样应以机械法去除焊缝余高,使之与母材平齐
d) 应在试样端头和剩余试件的先焊面打上钢印标记
2 管材取样3
1 管材对接焊缝试件取样位置见图3-3