焊接技术规范3
1焊接前准备工作2
2焊工必须掌握焊接技术理论和实际操作技能,并取得国家劳动部门颁发的焊工操作证书
3焊工除具备必须的理论知识和实际操作能力外,还应具备良好的职业素养,能切实遵守各项制度的规定,并认真进行焊接质量自检
1在焊工上岗作业前,分包商应对其进行培训和考核,考核内容包括:做2块氩弧焊、电弧焊试样进行评定,合格后按电弧焊点焊、电弧焊连续焊、氩弧焊连续焊、氩弧焊及电弧焊连续焊规定四类焊接作业许可范围,严禁越类施焊
2分包商应做好上述焊工培训和考核记录,并报总包商审批
3检查材料的表面质量, 如保护膜或镀层是否无划伤、 碰伤,外表面是否无锈蚀、色泽是否正常等,不合格的料件严禁进入下道工序,并做好检查记录
4检查料件外形及尺寸是否符合要求,如平整度、 长度及对角线尺寸、 断面尺寸、变形等,不合格的料件严禁进入下道工序,并做好检查记录
5焊接前对所需焊接部位进行细致统筹,认真辨认, 开好坡口, 清理焊接区域,预先需要矫正的材料应处理得当,保证矫正时不破坏材料
6槽体焊接坡口要求:为保证槽体焊缝质量,槽体对接焊缝采用两面焊接,外面采用钨极氩弧焊, 内面采用手工电弧焊, 故要求开 X 型坡口, 采用手执砂轮机磨制坡口
7仔细检查调试焊机, 工装夹具, 做好焊接防护措施, 保证焊接安全及材料外形、表面质量在焊接时不被损坏
8在材料上正确划定焊接工艺基准线
9准备好焊接平台
10 在安装现场的焊接作业属特种作业管理的范畴,必须提前在总包商项目部办理动火作业审批手续;若是高处焊接作业,则还应遵守登高作业的相关规定
1焊接前应再次对构件进行校正,按2
4 、要求进行
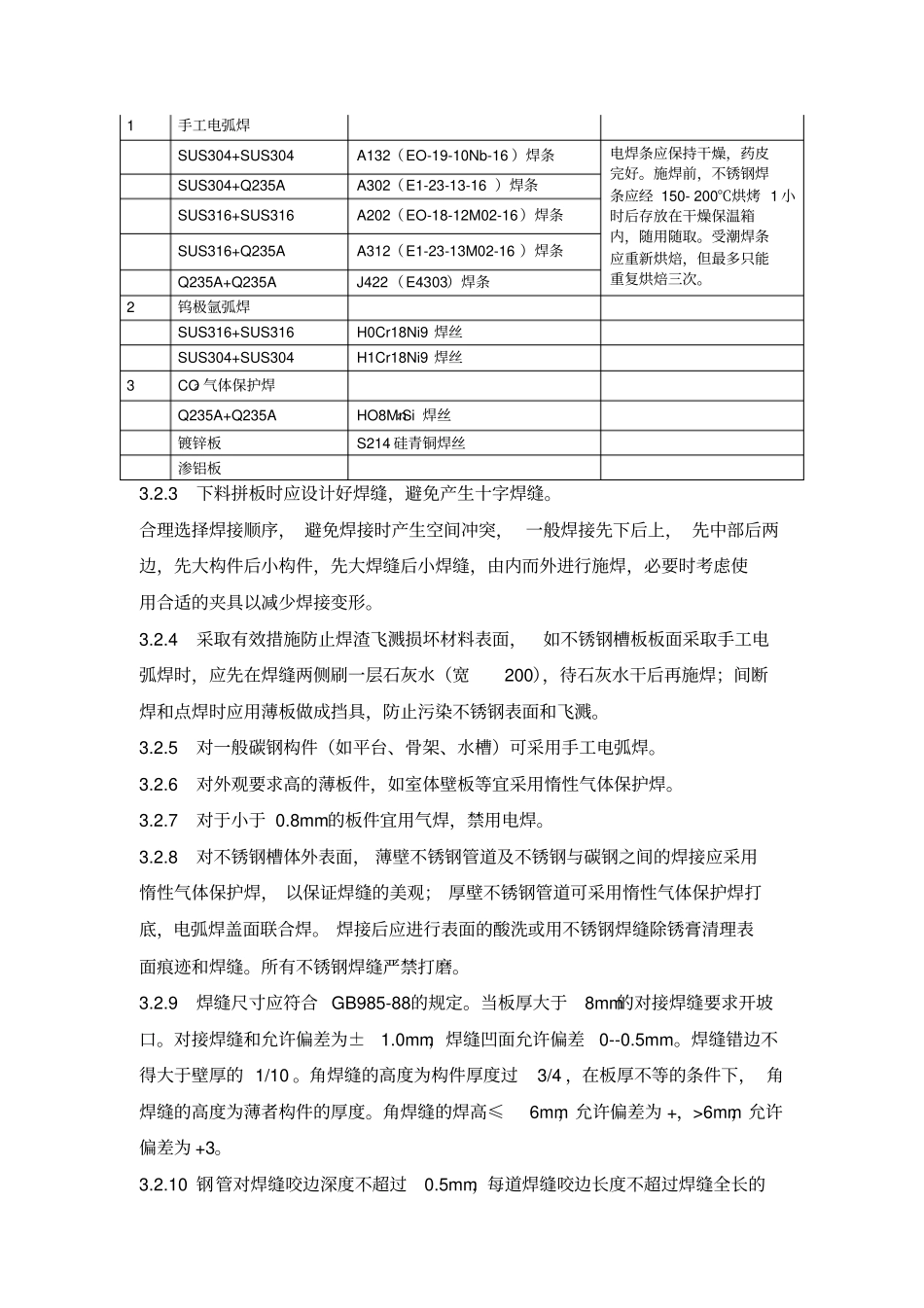
2焊条及焊丝的选用必须与母材相适应,对碳钢应符合GB5117-1995 的规定,对不锈