焊接钢架安装工艺1 概况锅炉钢结构构架由立柱、横梁、水平支撑、垂直支撑、顶板梁、预热器钢架等几部分构成,为全钢结构焊接型钢架
以某锅炉为例,焊接钢架一般为共10 根柱,沿炉深方向4 排,分别为Z1, Z2 ,Z3,Z4 ,沿锅炉宽度方向共5 列,分别为1,2,3,4,5
顶部横梁及顶板梁材质为Q345,钢柱、其余梁及支撑材质为 Q235
立柱、横梁、垂直支撑、端部支撑等均为焊接连接,立柱底板与土建基础预埋钢板及钢筋采用焊接连接的方式,立柱底板与钢筋焊接长度为钢筋直径6-8 倍,钢筋对应焊在立柱底板立筋位置
除顶部横梁与顶板梁焊接用J507 焊条外,其余焊接均采用J422 焊条
2 编制依据2
1 《电力建设施工及验收技术规范》(锅炉机组篇)DL/T5047 — 95 2
2 《火力发电厂焊接技术规程》DL/869 — 2004 2
3 《火电施工质量检验及评定标准(锅炉篇)》1996 年版2
4 《火电施工质量检验及评定标准》(焊接篇)1996 年版2
5 《电力建设安全工作规程(火力发电厂部分)》DL5009
1 — 2002 2
6 设计院及厂家有关图纸技术资料3 施工条件3
1 土建基础已经验收完毕,且合乎设计要求
2 设备已经到达现场且具备连续施工条件
3 设备缺陷已经处理完毕
4 施工机具已经到位,满足安装需要
5 图纸已经会审,厂家技术交底完毕,施工方案已经审批
6 施工场地已经平整
4 施工工序和方法4
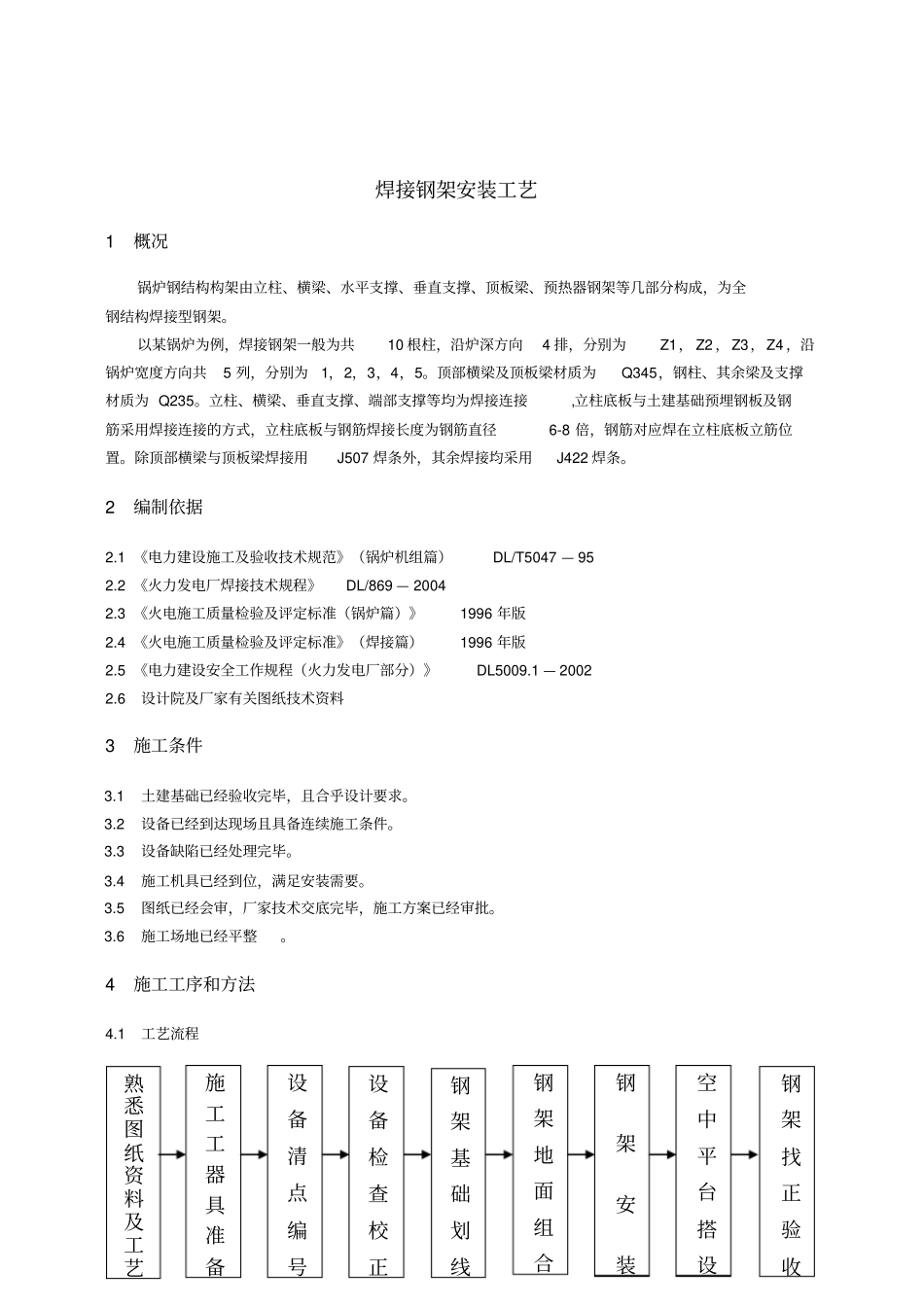
1 工艺流程钢架找正验收钢架基础划线熟悉图纸资料及工艺施工工器具准备设备清点编号设备检查校正钢架安装钢架地面组合空中平台搭设4
2 工序方法4
1 施工前应熟悉施工图纸、作业指导书,掌握这台炉钢架设备的特点、施工顺序、施工验收技术规范和施工质量检验及评定标准等
2 准备好施工用的工器具,吊装用的机具等
现场场地清理平整,按图搭