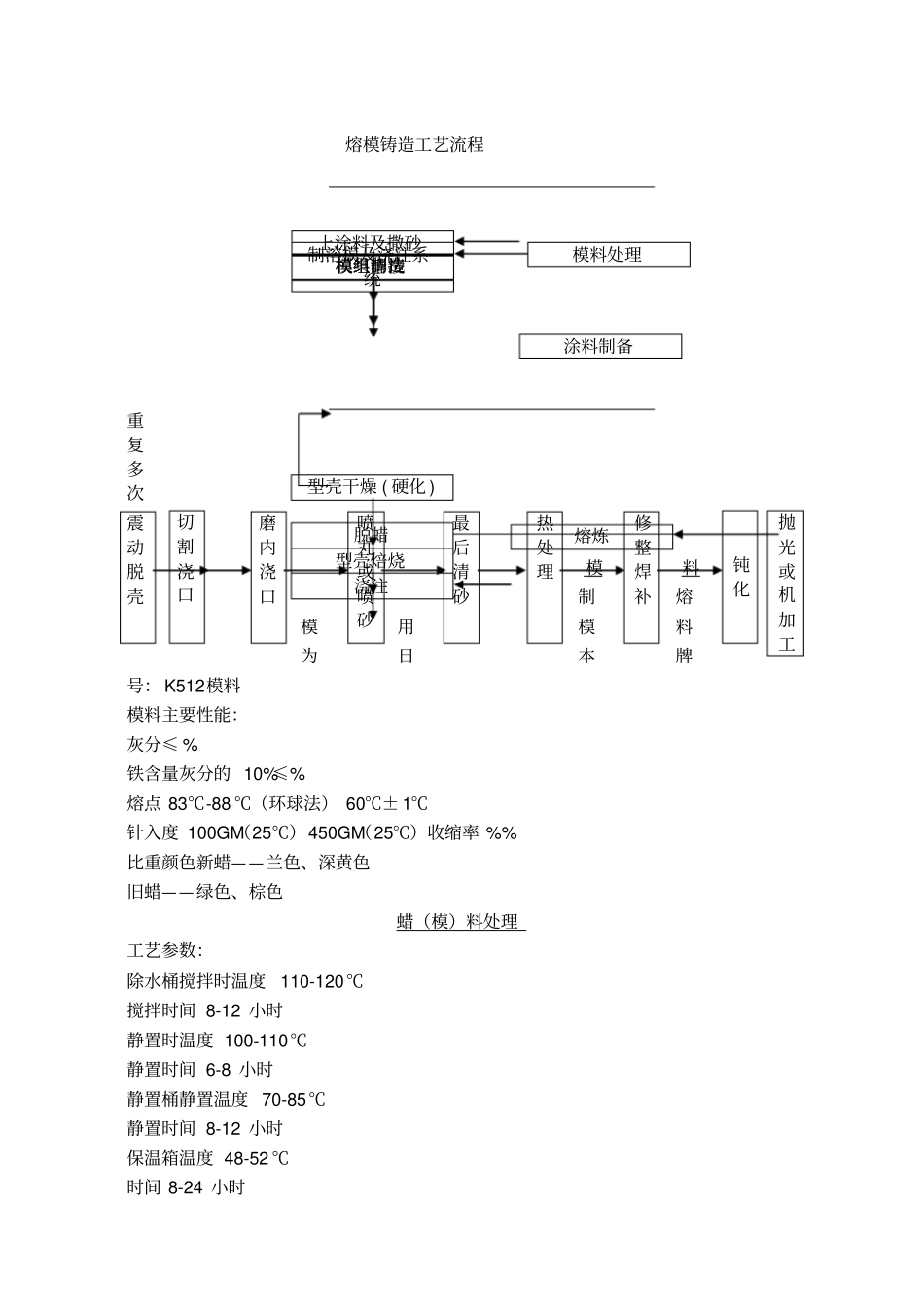
熔模铸造工艺流程重复多次模料制熔模用模料为日本牌号: K512模料模料主要性能:灰分≤ %铁含量灰分的 10%≤%熔点 83℃-88 ℃(环球法) 60℃± 1℃针入度 100GM(25℃)450GM(25℃)收缩率 %%比重颜色新蜡——兰色、深黄色旧蜡——绿色、棕色蜡(模)料处理工艺参数:除水桶搅拌时温度110-120℃搅拌时间 8-12 小时静置时温度 100-110℃静置时间 6-8 小时静置桶静置温度 70-85℃静置时间 8-12 小时保温箱温度 48-52 ℃时间 8-24 小时模具制造制溶模及浇注系统模料处理模组焊接模组清洗上涂料及撒砂涂料制备型壳干燥 ( 硬化 )脱蜡型壳焙烧浇注熔炼切割浇口抛光或机加工钝化修整焊补热处理最后清砂喷丸或喷砂磨内浇口震动脱壳二、操作程序1、从脱蜡釜泄出的旧蜡用泵或手工送到除水桶中,先在105-110℃下置 6-8 小时沉淀,将水分泄掉
2、蜡料在 110-120℃下搅拌 8-12 小时,去除水份
3、将脱完水的蜡料送到70-85℃的静置桶中保温静置桶中保温静置8-12 小时
4、也可将少量新蜡加入静置桶中,静置后清洁的蜡料用手工灌到保温箱蜡缸中,保温温度 48-52℃,保温时间 8-24 小时后用于制蜡模
5、或把静置桶中的回收蜡料输入到气动蜡模压注机的蜡桶中,保温后压制浇道
三、操用要点1、严格按回收工艺进行蜡料处理
2、除水桶、静置桶均应及时排水、排污
3、往蜡缸灌蜡时,蜡应慢没缸壁流入,防止蜡液中进入空气的灰尘
4、蜡缸灌满后应及时盖住,避免灰尘等杂物落入
5、经常检查每一个桶温,防止温度过高现象发生
6、作业场地要保持清洁
7、防止蜡液飞溅
8、严禁焰火,慎防火灾
压制蜡(熔)模一、 工艺参数室温 20-24℃压射蜡温 50-55℃压射压力保压时间10-20S冷却水温度 15±3℃二、 操作程序1、从保温槽中取出蜡缸,装