下载后可任意编辑网架制作安装及屋面板安装施工组织设计12024 年 4 月 19 日下载后可任意编辑网架制作安装及屋面板安装施工组织设计1
网架制造工艺技术一、概述(一)、遵循的法律规范、规程:(GBGJ9-87)(GB50205- )(JGJ7-91)(GBJ17-88)(GB699-88)(GB700-88)(GB1591-88)(GB3077-88)(GB50221-95)(JGJ78-91)(JGJ181-91)(JGJ75
3-91)(JG/T3034
1-96)(GB8923-88)(二)、采纳材料螺栓球节点网架杆件、支托、支座锥头和套筒采纳 Q235 钢、螺栓球节点采纳 45#钢、高强螺栓、销钉采纳 40Cr、焊接材料 MK
H08MN2SiA E4300系列
屋面材料:820 单层压型钢板, C120*50*20*2
5(Q235)钢檩条,附件板为 0
5mm 彩色单层板,两道防锈底漆+两道面漆
二、 螺栓球节点网架制作:(一)、锥头制作:放样、下料后,毛坯经模锻成型,要求不得有过烧、裂纹等缺陷,然后进行车加工成半成品件,其孔径允许偏差+0
5mm,锥头底板厚度允许偏差为+0
5mm,-0
2mm,锥头底板二面平行度不大于 0
22024 年 4 月 19 日下载后可任意编辑(二)、高强螺栓进货检验:高强螺栓及顶丝由专业定点厂家供货,要求其检测手段齐全,随货带有材质证明书与质量保证书
高强螺栓必须用硬度计、10 倍放大镜或磁粉探伤逐根检验其表面硬度,严禁有裂纹或损伤
高强螺栓丝杆长度公差不大于 1 mm
螺纹长度为螺栓直径的 1
1d 以上,螺栓头直径公差为±1mm,键槽距螺栓头部底端距离公差为±0
5mm,要园角过渡,螺栓直径公差为±0
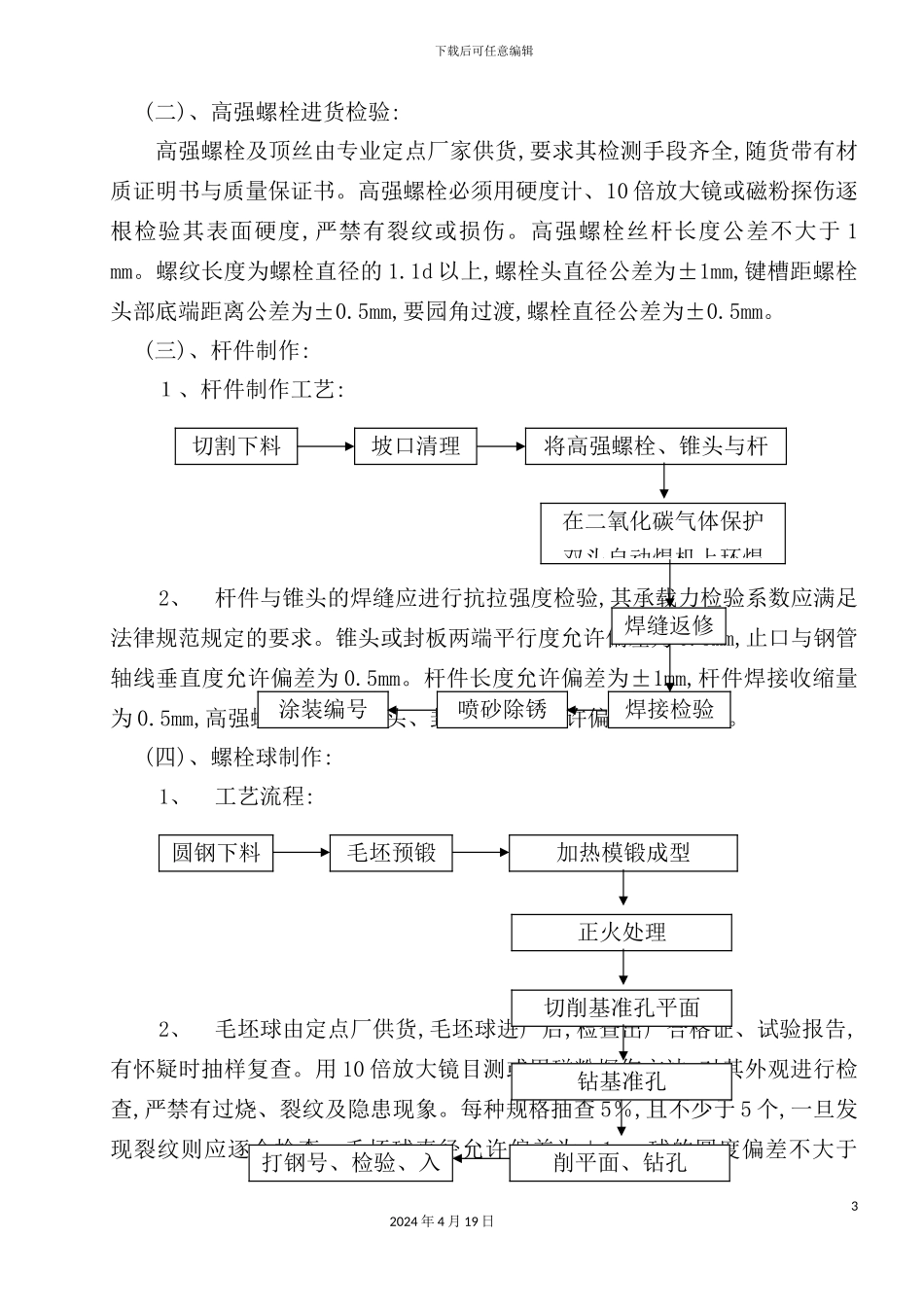
(三)、杆件制作:1、杆件制作工艺:2、杆件与锥头的焊缝应进行抗拉强度检验,其承载力检验系数应满足法律规