下载后可任意编辑膨胀阀性能试验作业指导书文件编号: Q/KV-WD-33 颁布日期 :
15 实施日 期 :
30 ABV 膨胀阀性能试验作业指导书 Q/KV-WD-33 REV A 1
0 主题内容与适用范围本法律规范规定了膨胀式阀门(EVA 型)的装配过程要求及试验质量控制程序本法律规范适用于我公司生产的压力为 psi-5000psiEVA 型阀门2
0 引用标准下载后可任意编辑API spce6A《井口、 采油树、 设备法律规范》3
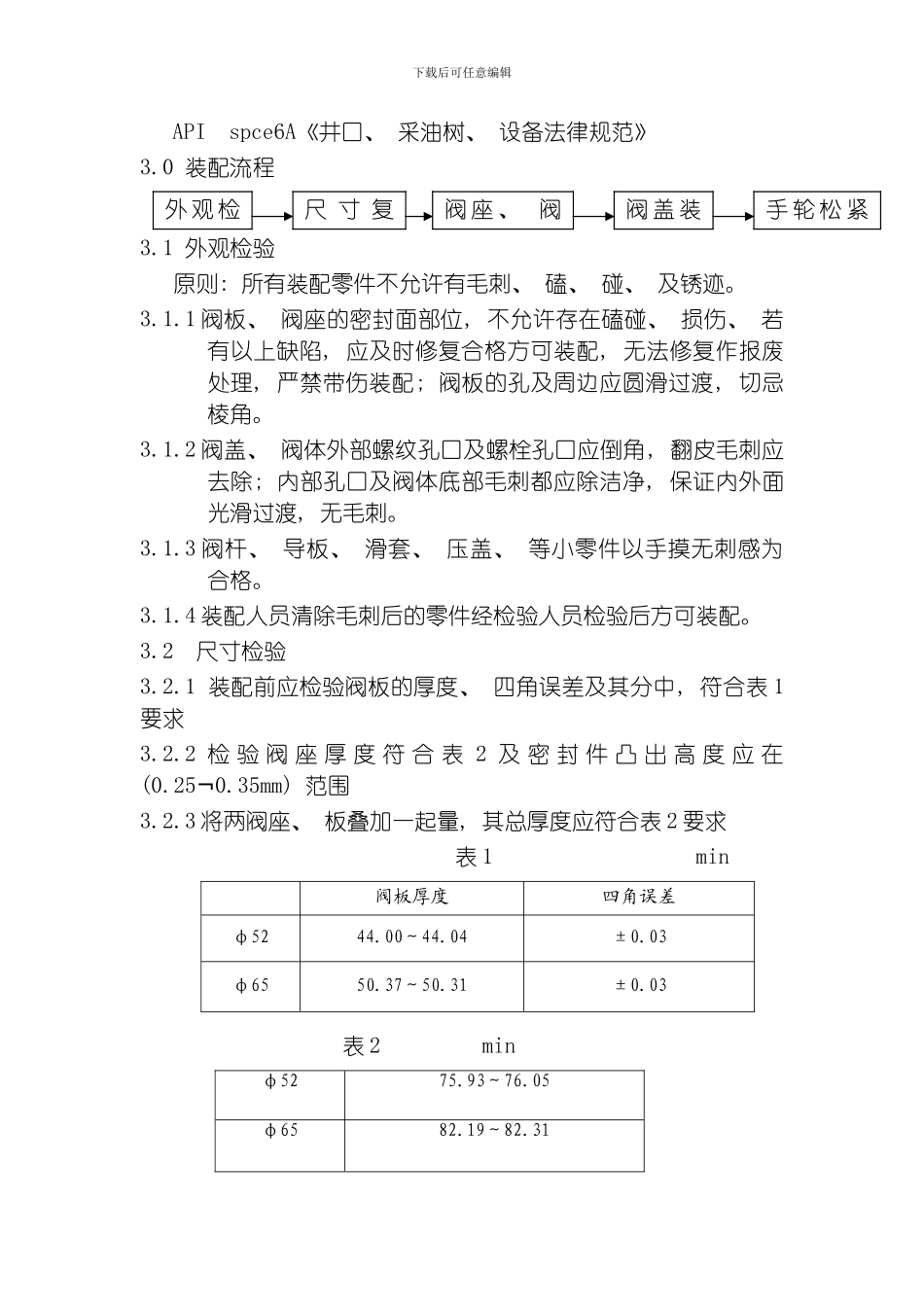
0 装配流程3
1 外观检验原则: 所有装配零件不允许有毛刺、 磕、 碰、 及锈迹
1 阀板、 阀座的密封面部位, 不允许存在磕碰、 损伤、 若有以上缺陷, 应及时修复合格方可装配, 无法修复作报废处理, 严禁带伤装配; 阀板的孔及周边应圆滑过渡, 切忌棱角
2 阀盖、 阀体外部螺纹孔口及螺栓孔口应倒角, 翻皮毛刺应去除; 内部孔口及阀体底部毛刺都应除洁净, 保证内外面光滑过渡, 无毛刺
3 阀杆、 导板、 滑套、 压盖、 等小零件以手摸无刺感为合格
4 装配人员清除毛刺后的零件经检验人员检验后方可装配
2 尺寸检验3
1 装配前应检验阀板的厚度、 四角误差及其分中, 符合表 1要求3
2 检 验 阀 座 厚 度 符 合 表 2 及 密 封 件 凸 出 高 度 应 在(0
35mm) ¬范围3
3 将两阀座、 板叠加一起量, 其总厚度应符合表 2 要求表 1 min阀板厚度四角误差φ5244
03φ6550
03表 2 minφ5275
05φ6582
31外 观 检验尺 寸 复检阀 座 、 阀板装配阀 盖 装配手 轮 松 紧调整下载后可任意编辑3
4 所有复检尺寸应填入 Q/KV-QR-82”阀