大型拱顶油罐液压提升倒装法 施工工艺 (讲义) 一
概述 液压提升倒装法,是利用液压提升装置,先提升倒装罐体上段(包括第一、二带壁板、顶盖),然后逐带组焊罐体下段各带,依次提升
提升装置采用自锁式液压千斤顶和专用提升架,通过液压控制系统,使液压千斤顶往复运动,达到提升罐体的目的
我公司采用的一般为 BY160 松卡式、分离式提升千斤顶,额定承载能力为 160KN,液压行程为 100mm
每提升一带板(1
8m),约用时 30 分钟,具有生产效率高,措施简单,无高空作业,施工安全等优点
液压提升架在罐内的排列,以沿圆周方向每组间隔 5~6m为宜,提升架与罐内壁的距离,以能保证提升卡头上下运动时无障碍为宜
这样,既保证满足提升能力,又可保证提升的稳定性
例如,我公司在 10000m3 油罐的倒装施工中,采用16 组液压提升用的千斤顶,按以上方法排列布置,其提升能力可达 250 多吨
对于小于 10000m3 拱顶罐采用液压提升倒装法时,也可参考采用此工艺方法
本施工工艺采用标准为 GBJ128-90《立式圆筒形钢制焊接油罐施工及验收规范》和 SH3530-93《石油化工立式圆筒形钢制储罐施工工艺标准》 三
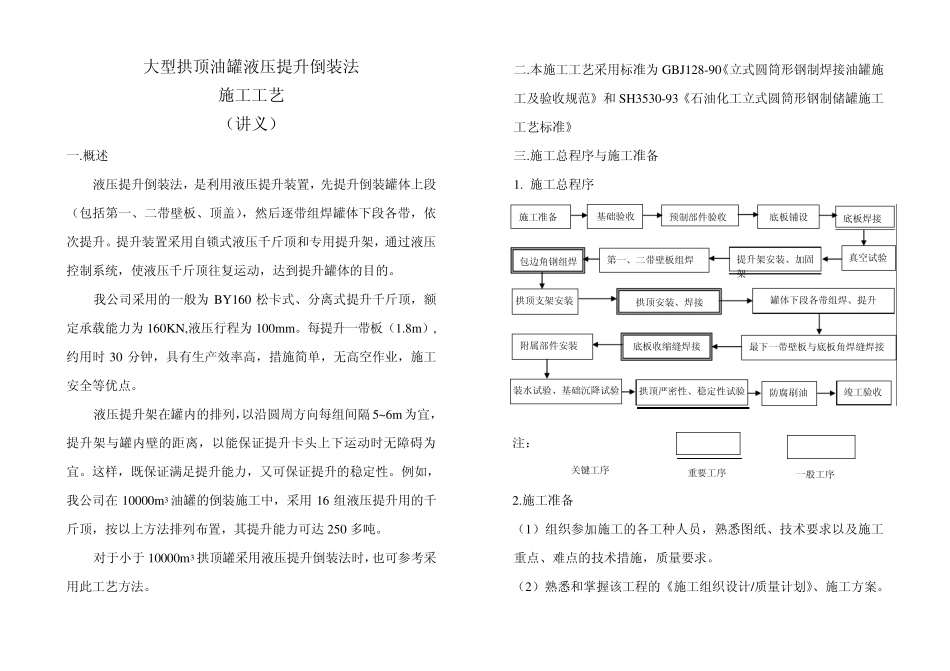
施工总程序与施工准备 1
施工总程序 注: 2
施工准备 (1)组织参加施工的各工种人员,熟悉图纸、技术要求以及施工重点、难点的技术措施,质量要求
(2)熟悉和掌握该工程的《施工组织设计/质量计划》、施工方案
关键工序 重要工序 一般工序 施工准备 基础验收 预制部件验收 底板铺设 第一、二带壁板组焊 底板焊接 真空试验 提升架安装、加固架 包边角钢组焊 拱顶支架安装 拱顶安装、焊接 罐体下段各带组焊、提升 附属部件安装 底板收缩缝焊接 装水试验、基础沉降试验 最下一带壁板与底板角焊缝焊接 拱顶严密性、稳定性试验 防腐刷油 竣工验收 (3)准备相应的施工用的