下载后可任意编辑印刷后加工质量检验标准一、 目的: 制定出本公司印刷后加工的质量检验企业标准, 作为生产过程质量控制依据, 提升公司质量水平, 建立和完善公司质量体系
二、 适用范围: 货品生产所有印刷后加工工序, 包括机器加工的摺书、 排书、 串线、 压书、 胶装、 切书、 骑钉、 UV、 丝印、 过胶、 烫金、 击凹凸、 模切压痕( 啤机) 、 皮壳机、 精装龙、 塑料加工、 辅助加工, 手工加工、 包装等
三、 定义: 质量检验企业标准----参照国家行业标准, 制定符合本公司质量要求和客户要求, 适用于企业内部质量检验的标准
四、 说明: 本标准乃参照中华人民共和国新闻出版署批准的国家印刷行业系列标准, 结合我公司质量目标, 以及客户的基本要求, 分别从机器加工的摺书、 排书、 串线、 压书、 胶装、 切书、 骑钉、 UV、 过胶、 丝印、 烫金、 击凹凸、 模切压痕( 啤机) 、 皮壳机、 精装龙、 塑料加工、 辅助加工, 手工加工、 包装等每个流程做出作业要求和标准, 作为生产部门控制质量的指引, 以及质量科日常检验工作的依据
五、 标准细则条款: ( 1) 、 摺书( 摺页) 下载后可任意编辑1
三摺及三摺以上书帖, 应划口排除空气, 以便摺页时排除空气, 保証摺页准确;2
书帖平服整齐, 无明显八字皱摺、 死摺、 摺角、 残页、 套帖和脏污;3
无摺反页、 颠倒页、 双页, 书刊正文版心外的空白边要一致;4
书帖页码和版面顺序正确, 以页码中心点为准, 相连两页之间页码位置允许误差≦ 4
0mm, 全书页码位置允许误差≦ 7
0mm, 画 面接版误差≦ 1
5mm; 5
脊码居中一致, 实际摺位与摺位线误差≦1
( 2) 、 排书1
书帖顺序正确, 无多帖、 少帖、 重帖、 乱帖现象;2
排好书后, 脊码在书芯的书背处形成阶梯状标记
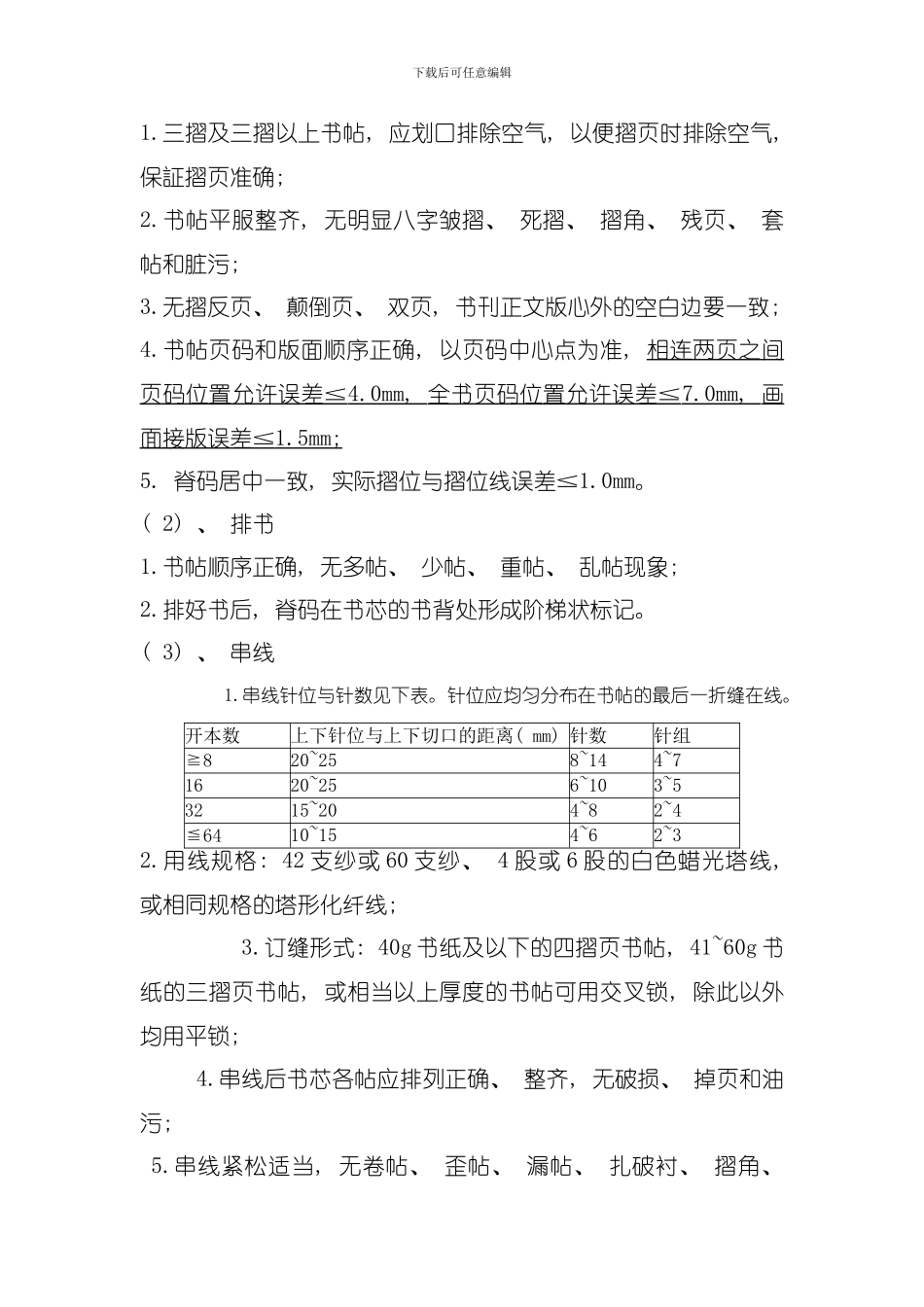
( 3) 、