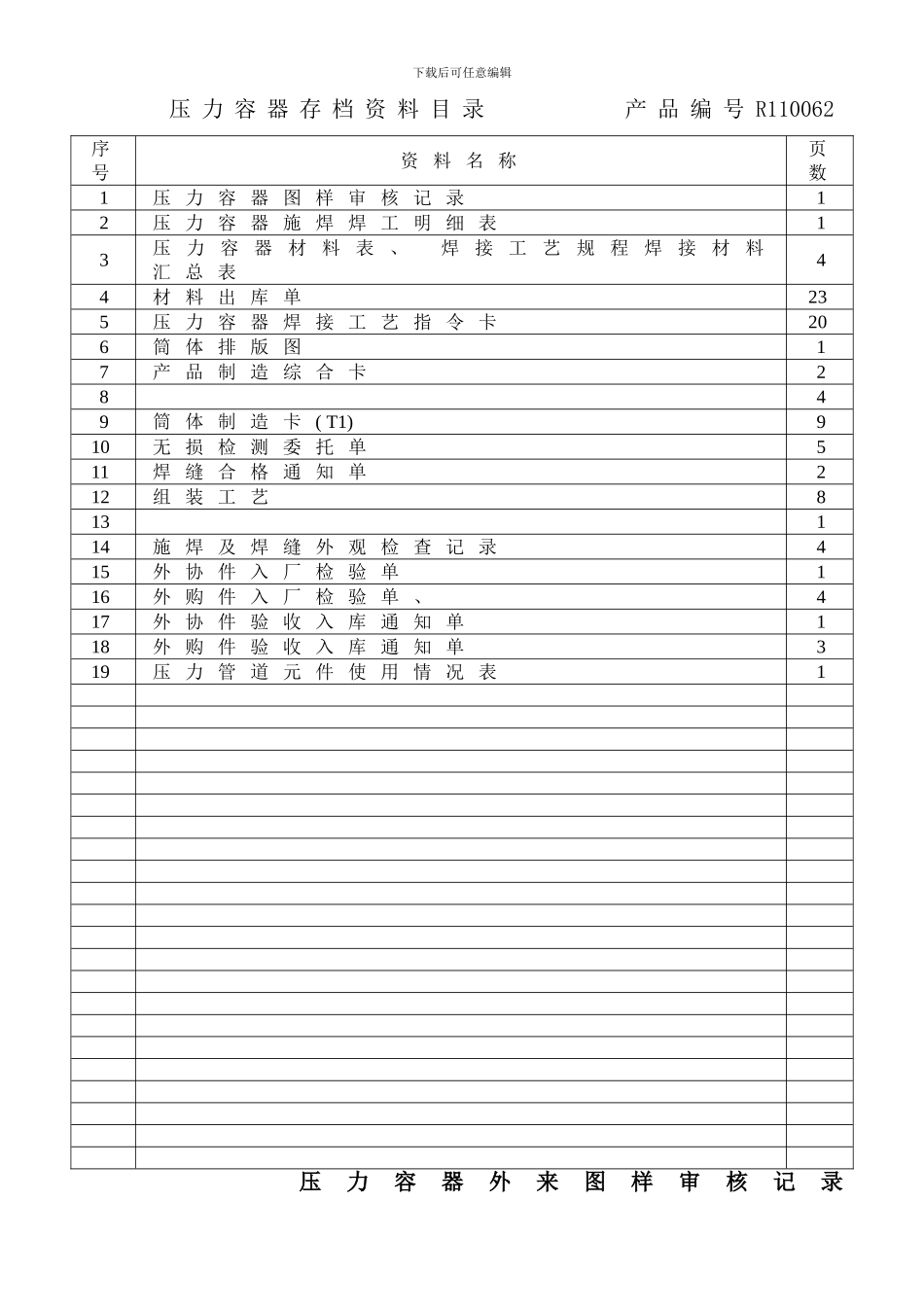
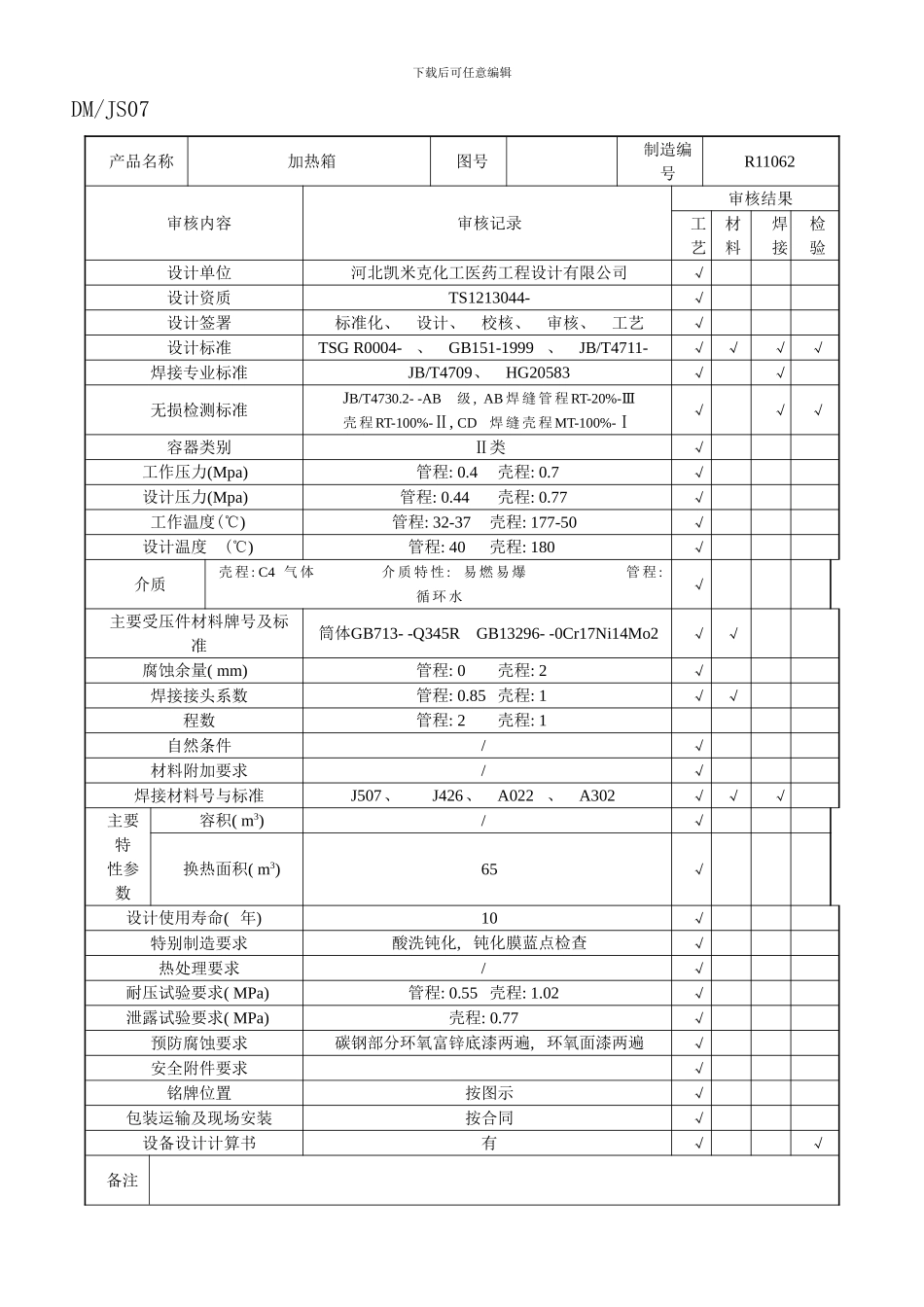
下载后可任意编辑 压 力 容 器 存 档 资 料 目 录 产 品 编 号 R110062序号资 料 名 称页数1压 力 容 器 图 样 审 核 记 录12压 力 容 器 施 焊 焊 工 明 细 表13压力容器材料表、 焊接工艺规程焊接材料汇 总 表44材 料 出 库 单235压 力 容 器 焊 接 工 艺 指 令 卡206筒 体 排 版 图17产 品 制 造 综 合 卡2849筒 体 制 造 卡 ( T1) 910无 损 检 测 委 托 单511焊 缝 合 格 通 知 单212组 装 工 艺813114施 焊 及 焊 缝 外 观 检 查 记 录415外 协 件 入 厂 检 验 单116外 购 件 入 厂 检 验 单 、 417外 协 件 验 收 入 库 通 知 单118外 购 件 验 收 入 库 通 知 单319压 力 管 道 元 件 使 用 情 况 表1压力容器外来图样审核记录 下载后可任意编辑DM/JS07产品名称加热箱图号制造编号R11062审核内容审核记录审核结果工艺材料焊接检验设计单位河北凯米克化工医药工程设计有限公司√设计资质TS1213044- √设计签署标准化、 设计、 校核、 审核、 工艺√设计标准TSG R0004- 、 GB151-1999 、 JB/T4711- √√√√焊接专业标准JB/T4709、 HG20583√√无损检测标准JB/T4730
2- -AB级 , AB 焊 缝 管 程 RT-20%-Ⅲ壳 程 RT-100%-Ⅱ, CD焊 缝 壳 程 MT-100%-Ⅰ√√√容器类别Ⅱ类√工作压力(Mpa)管程: 0
4 壳程: 0
7√设计压力(Mpa)管程: 0
44 壳程: 0
77√工作温度(℃)管程: 32-37 壳程: 177-50√设计温度 (℃)管程: 40 壳程: 180√介质壳 程 : C4 气 体 介 质 特 性 : 易 燃