下载后可任意编辑4-1 概 论中空成形亦称吹压成形, 顾名思意就是制成中空形状的热塑品
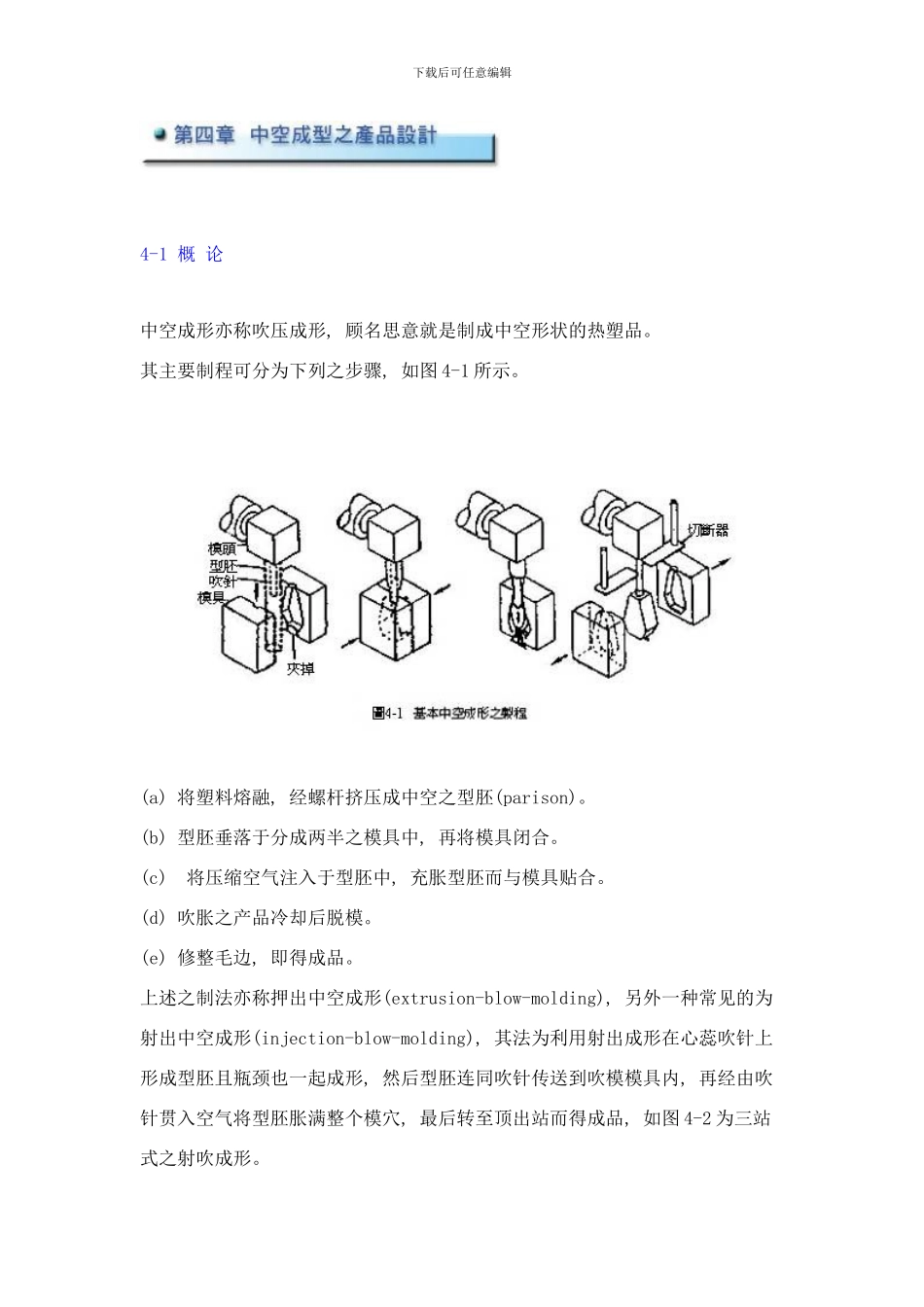
其主要制程可分为下列之步骤, 如图 4-1 所示
(a) 将塑料熔融, 经螺杆挤压成中空之型胚(parison)
(b) 型胚垂落于分成两半之模具中, 再将模具闭合
(c) 将压缩空气注入于型胚中, 充胀型胚而与模具贴合
(d) 吹胀之产品冷却后脱模
(e) 修整毛边, 即得成品
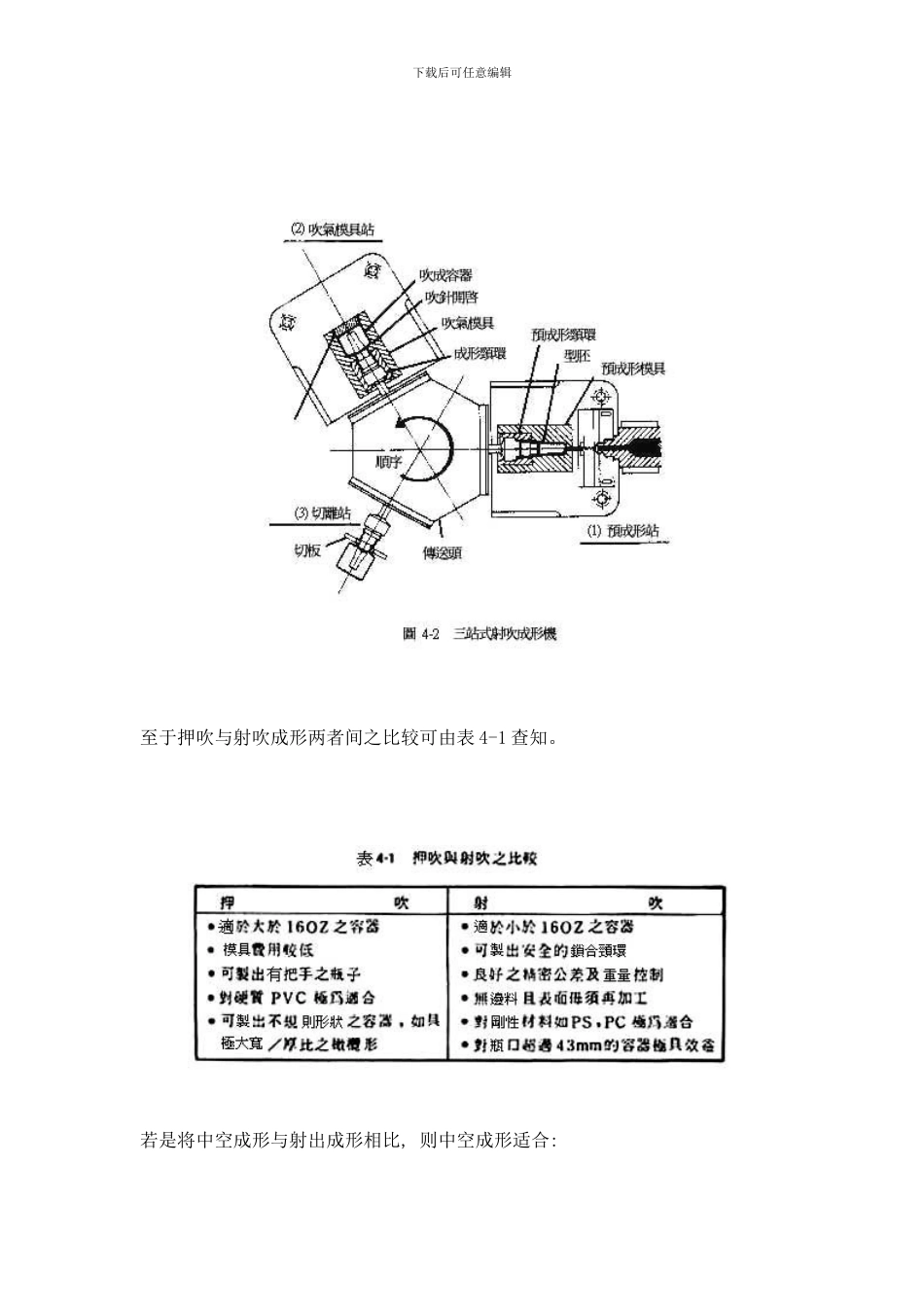
上述之制法亦称押出中空成形(extrusion-blow-molding), 另外一种常见的为射出中空成形(injection-blow-molding), 其法为利用射出成形在心蕊吹针上形成型胚且瓶颈也一起成形, 然后型胚连同吹针传送到吹模模具内, 再经由吹针贯入空气将型胚胀满整个模穴, 最后转至顶出站而得成品, 如图 4-2 为三站式之射吹成形
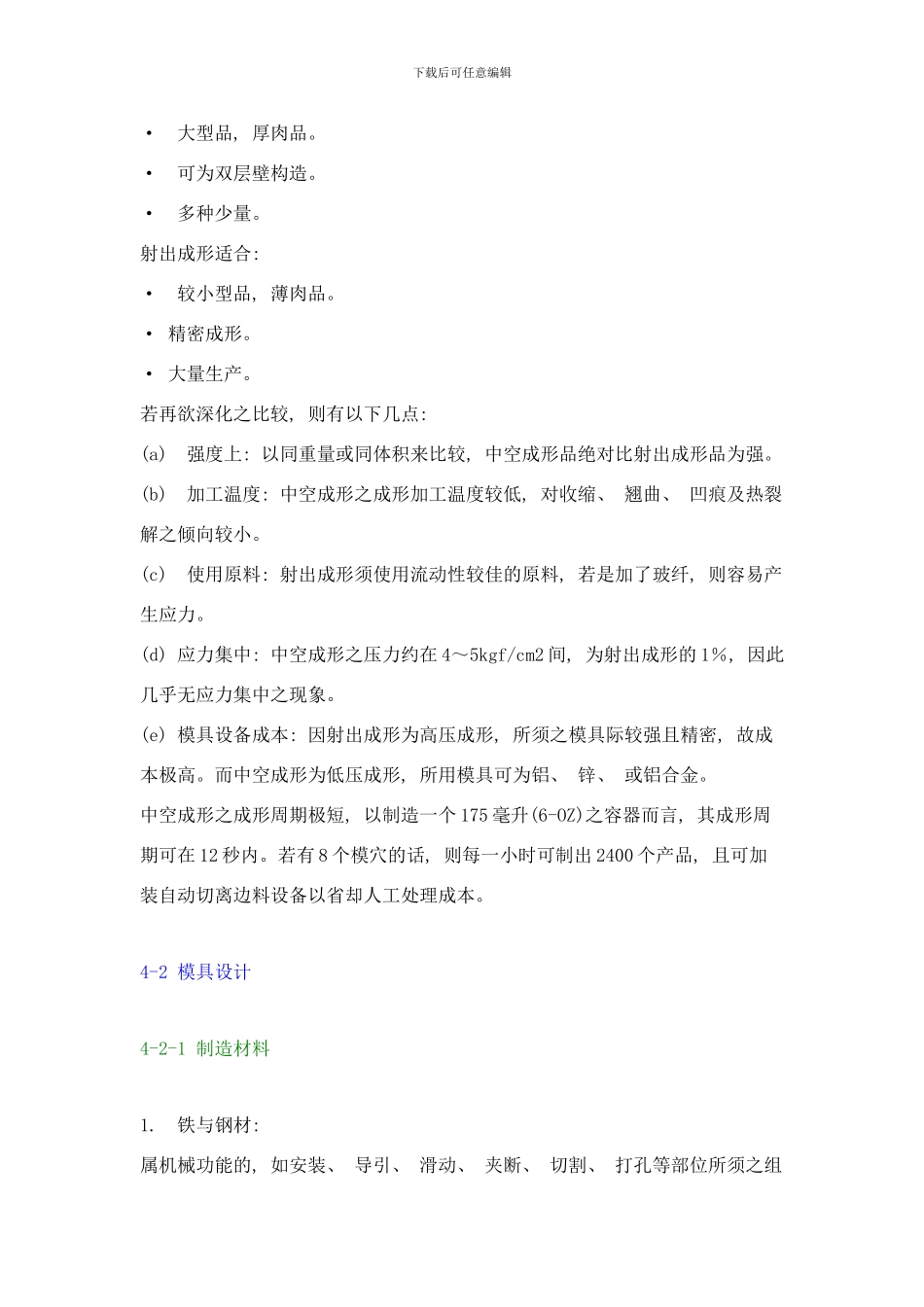
下载后可任意编辑至于押吹与射吹成形两者间之比较可由表 4-1 查知
若是将中空成形与射出成形相比, 则中空成形适合: 下载后可任意编辑· 大型品, 厚肉品
· 可为双层壁构造
· 多种少量
射出成形适合: · 较小型品, 薄肉品
· 精密成形
· 大量生产
若再欲深化之比较, 则有以下几点: (a) 强度上: 以同重量或同体积来比较, 中空成形品绝对比射出成形品为强
(b) 加工温度: 中空成形之成形加工温度较低, 对收缩、 翘曲、 凹痕及热裂解之倾向较小
(c) 使用原料: 射出成形须使用流动性较佳的原料, 若是加了玻纤, 则容易产生应力
(d) 应力集中: 中空成形之压力约在 4~5kgf/cm2 间, 为射出成形的 1%, 因此几乎无应力集中之现象
(e) 模具设备成本: 因射出成形为高压成形, 所须之模具际较强且精密, 故成本极高
而中空成形为低压成形, 所用模具可为铝、 锌、 或铝合金
中空成形之成形周期极短, 以制造一个 175 毫升(6-OZ)之容