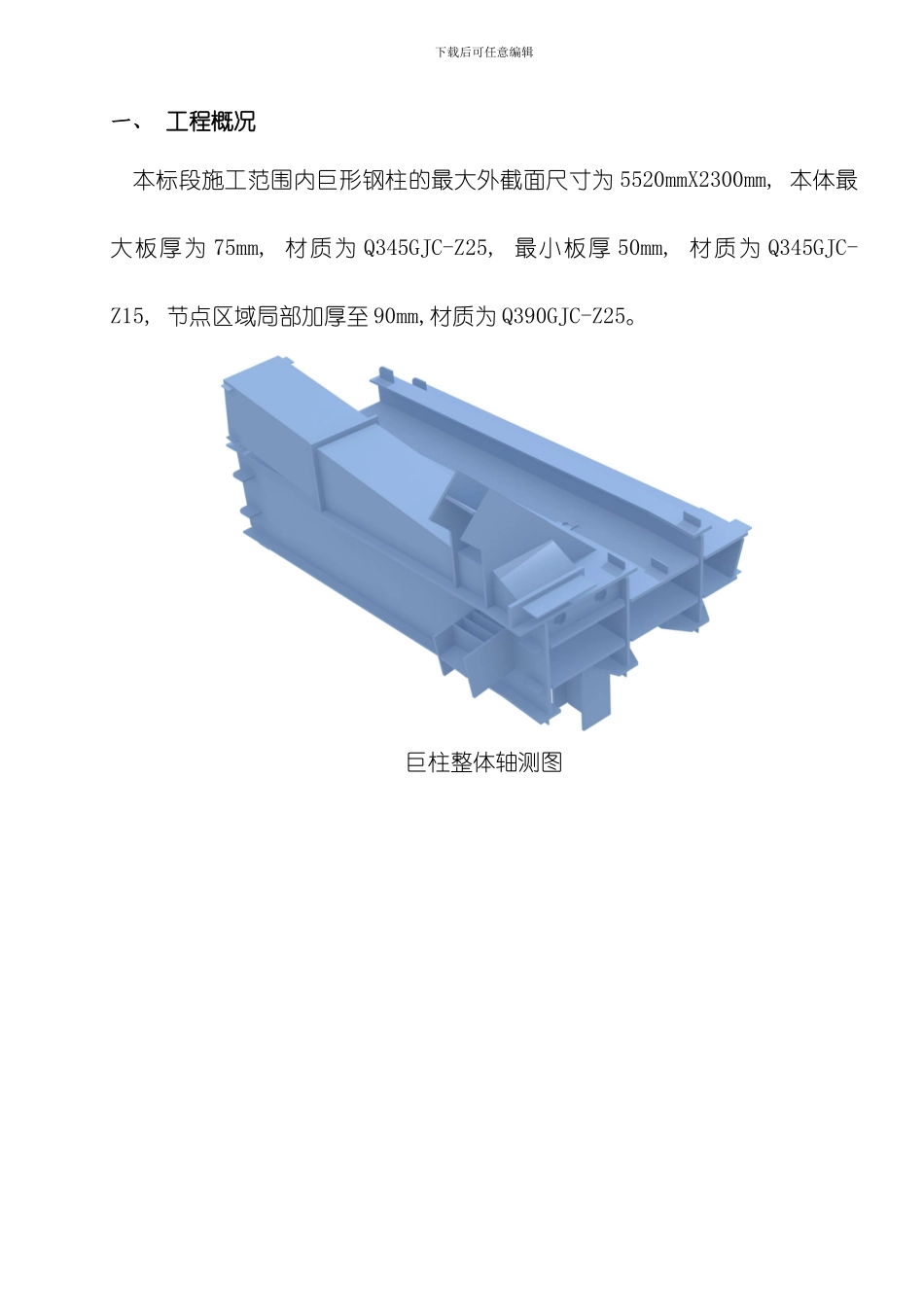
下载后可任意编辑一、 工程概况本标段施工范围内巨形钢柱的最大外截面尺寸为 5520mmX2300mm, 本体最大板厚为 75mm, 材质为 Q345GJC-Z25, 最小板厚 50mm, 材质为 Q345GJC-Z15, 节点区域局部加厚至 90mm,材质为 Q390GJC-Z25
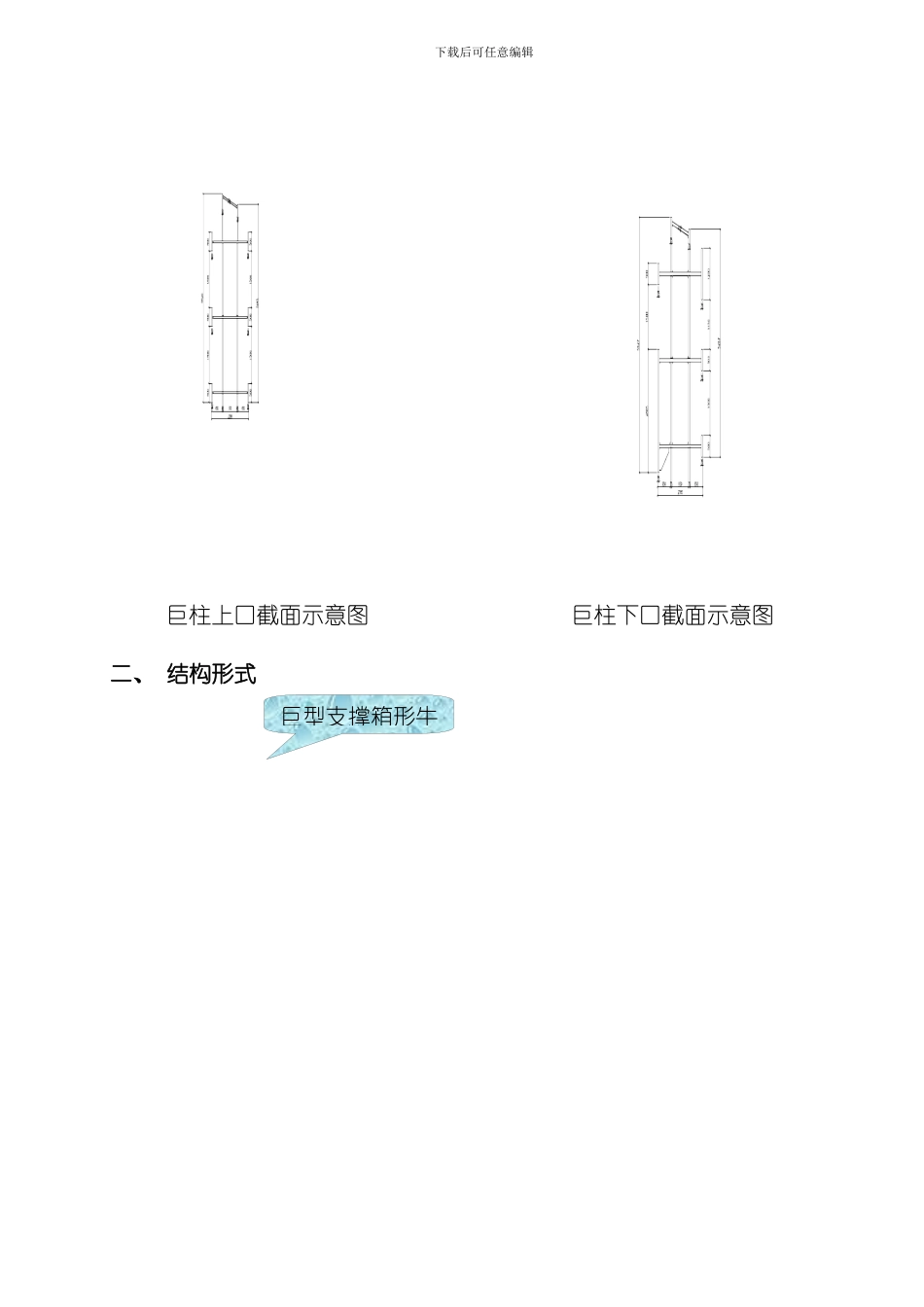
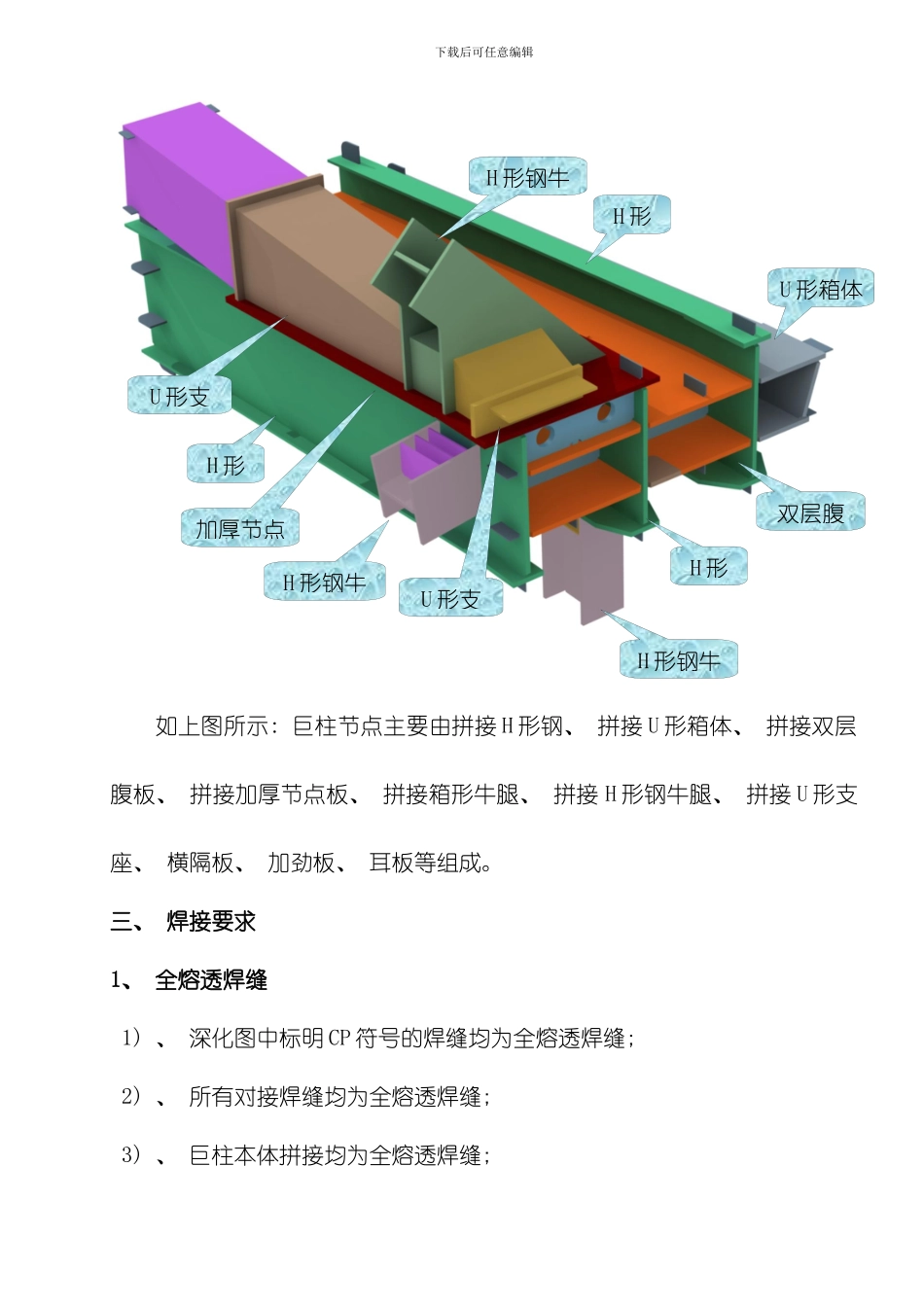
巨柱整体轴测图下载后可任意编辑 巨柱上口截面示意图 巨柱下口截面示意图二、 结构形式巨型支撑箱形牛下载后可任意编辑如上图所示: 巨柱节点主要由拼接 H 形钢、 拼接 U 形箱体、 拼接双层腹板、 拼接加厚节点板、 拼接箱形牛腿、 拼接 H 形钢牛腿、 拼接 U 形支座、 横隔板、 加劲板、 耳板等组成
三、 焊接要求1、 全熔透焊缝1) 、 深化图中标明 CP 符号的焊缝均为全熔透焊缝; 2) 、 所有对接焊缝均为全熔透焊缝; 3) 、 巨柱本体拼接均为全熔透焊缝; H 形钢牛H 形H 形钢牛U 形箱体H 形H 形H 形钢牛双层腹加厚节点U 形支U 形支下载后可任意编辑4) 、 巨柱本体 H 形钢自身拼接均为全熔透焊缝; 5) 、 H 形钢牛腿自身拼接均为全熔透焊缝; 6) 、 箱形牛腿自身拼接均为全熔透焊缝; 7) 、 巨柱内部横隔板均为全熔透焊缝; 8) 、 对应箱体牛腿面腹板、 H 形钢牛腿翼缘的加劲板均为全熔透焊缝; 9) 、 对应箱体内部横隔板的加劲板均为全熔透焊缝; 10) 、 对应支座位置的加劲板均为全熔透焊缝; 11) 、 封板处加强三角板、 吊装耳板均为全熔透焊缝; 2、 部分熔透焊缝1) 、 深化图中标明 PP 符号的焊缝均为部分熔透焊缝; 2) 、 巨柱本体、 箱形牛腿、 H 形钢牛腿中对应钢筋连接器的加劲板均为部分熔透焊缝; 3) 、 安装钢筋连接器的条形板条以及对应的加劲板均为部分熔透焊缝; 3、 角焊缝1) 、 巨柱本体上安装的槽钢与巨柱间均为角焊缝; 2) 、 T