1第一章压铸概述压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至模具型腔内,并使金属在此压力下凝固而形成铸件的一种方法
高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点
压力铸造是所有铸造方法中生产速度最快的一种方法,生产效率高
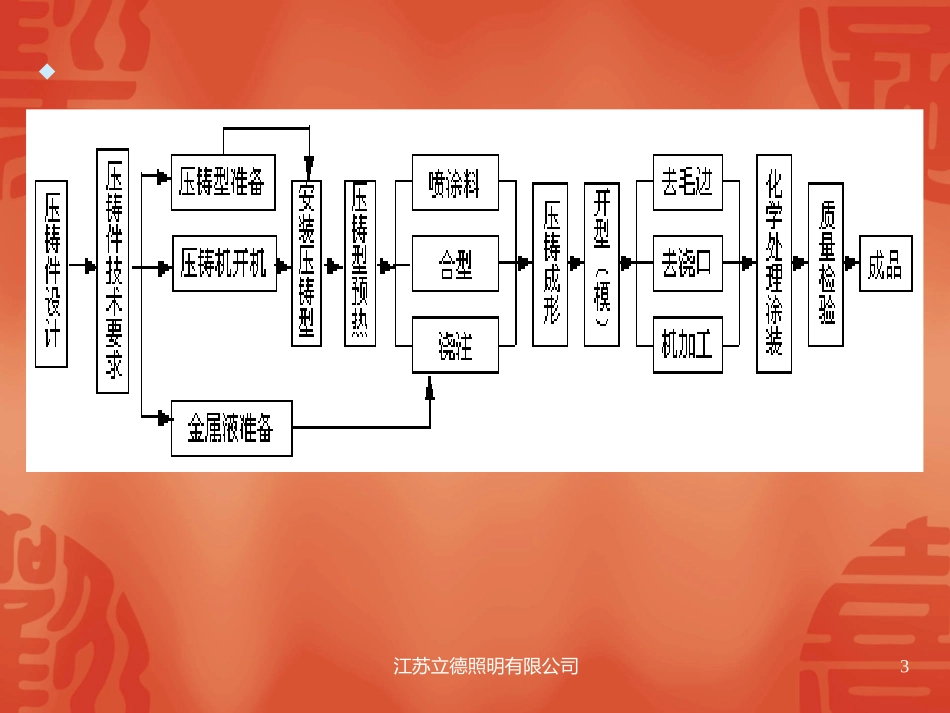
2用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图
江苏立德照明有限公司34压铸机分为热室压铸机和冷室压铸机两大类
热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面,热室压铸机一般用于锌合金压铸;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属
5压铸具有如下工作特点:1)操作工序简单,生产效率高,容易实现自动化
2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时
3)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量
64)压铸件力学性能好,以铝合金、镁合金为例(见表)说明
5)互换性好,便于维修
6)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度
7)压铸设备投资高,一般不宜于小批量生产
7铝合金、镁合金不同铸造方法力学性能注:①WCu、WAl分别表示Cu、Al的质量分数
8第一节压铸原理如图所示,压铸模合模后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型
开模时,压射冲头前伸推出余料,顶出液压缸顶针顶出铸件,冲头复位,完成一个压铸循环
9卧式冷室压铸机压铸过程卧式冷室压铸机压铸过程简图简图1--1--压射冲头压