大森 3i-l 数控车床系统 编程篇 1.概述 本部分叙述了系统自动运行时所使用的 NC 语言
首先是关于功能的理解,需要 NC 语言用法的时候请参照一下
除工具补偿功能外,几乎所有的 功能都可以在第四部分 MDI 模式下执行
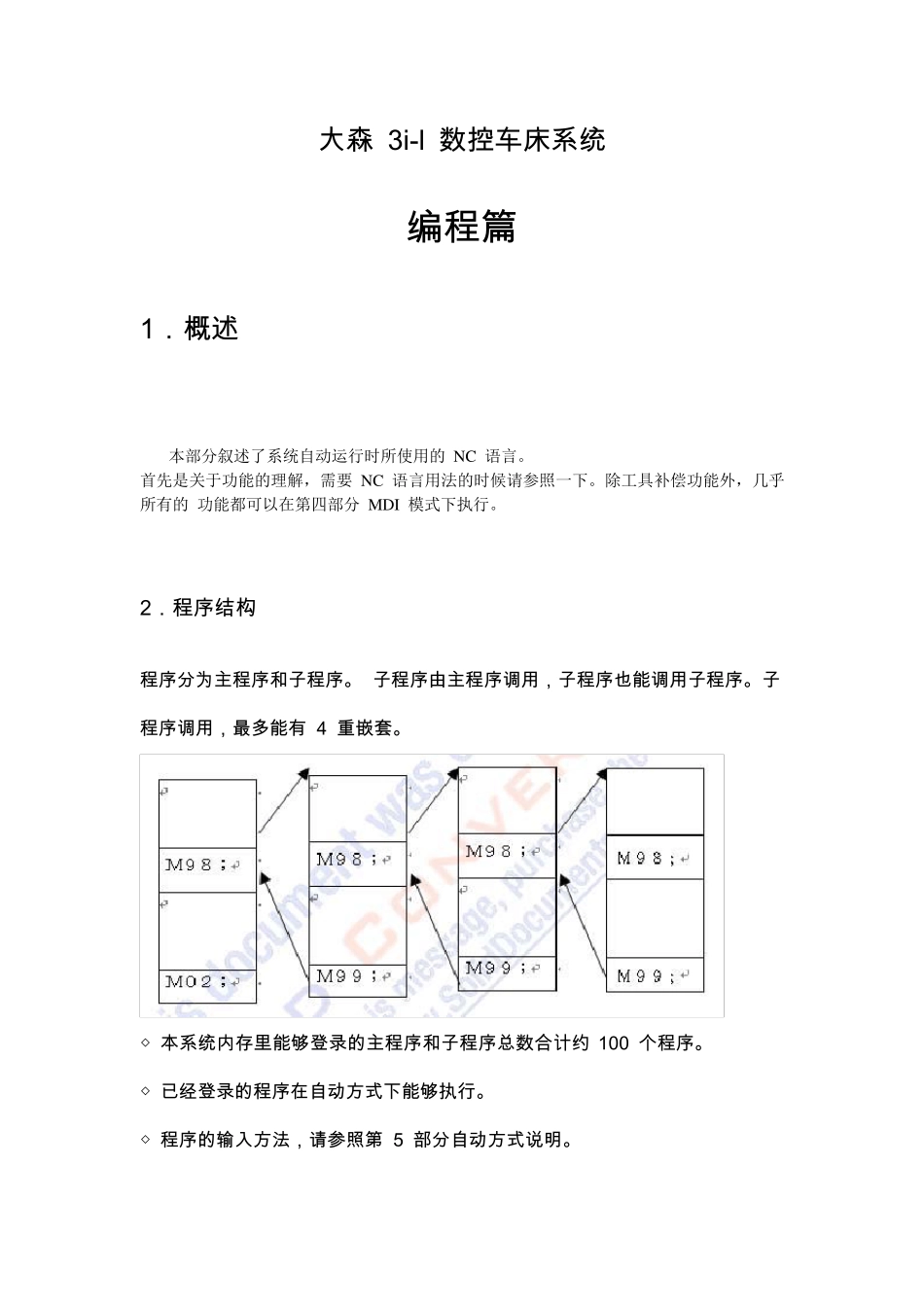
2.程序结构 程序分为主程序和子程序
子程序由主程序调用,子程序也能调用子程序
子程序调用,最多能有 4 重嵌套
◇ 本 系统内 存 里 能够 登 录 的 主程序和子程序总 数合 计 约 100 个 程序
◇ 已 经 登 录 的 程序在 自 动 方 式 下 能够 执 行
◇ 程序的 输 入 方 法 ,请 参 照 第 5 部 分自 动 方 式 说 明
2.1 程序段 程序中有几个指令构成的一组命令称为“程序段”
程序段结 束 后 , 一定 要 插 入 结束 码
在 EIA 代 码 里 , 用 “CR”表 示 结 束 码 , 在 ISO 代 码 里 用 “LF”来 表 示 结 束码 , 本 说 明 书 中用 “; ”代 表 结 束 码
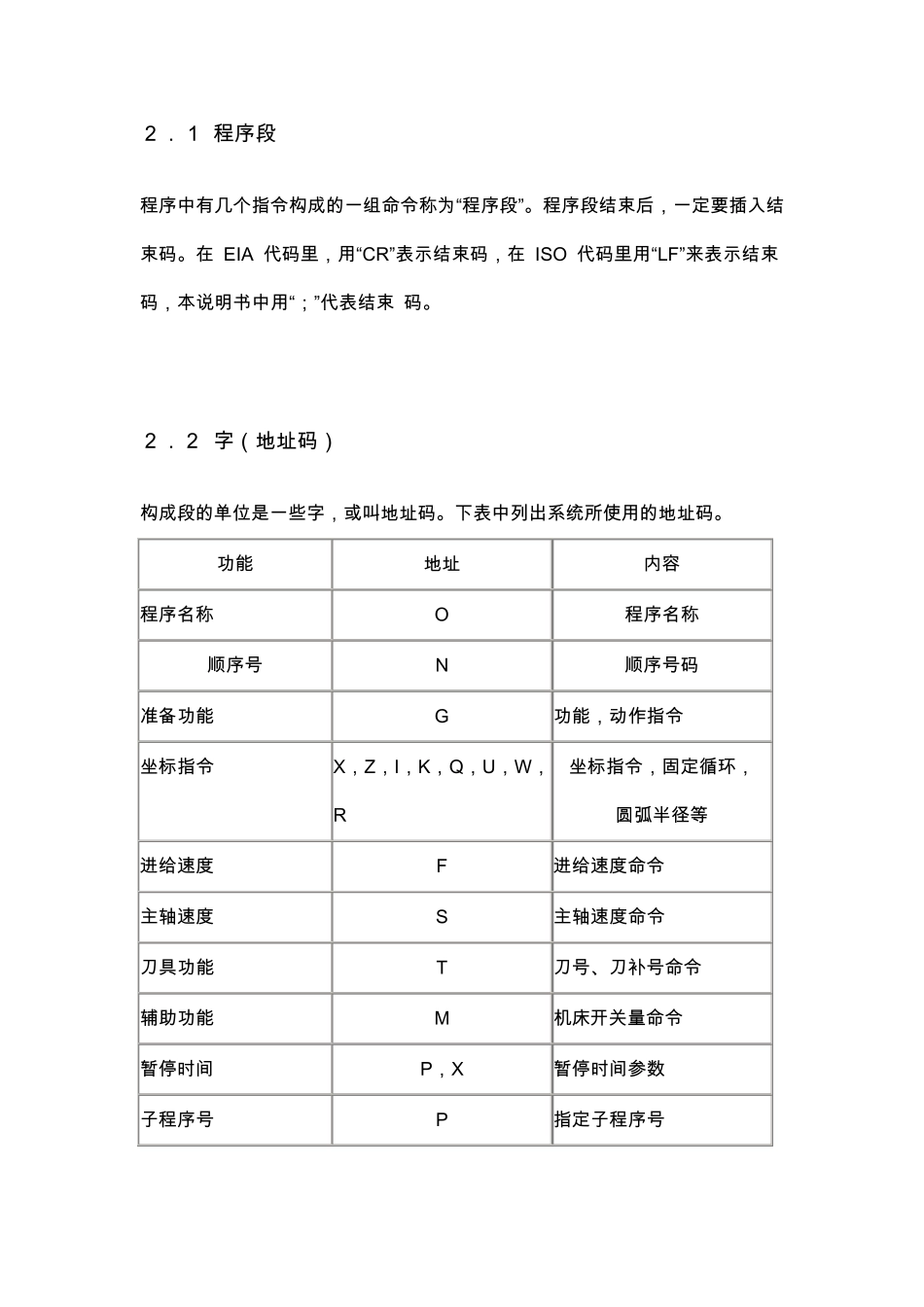
2.2 字 ( 地 址 码 ) 构成段的单 位 是 一些 字 , 或 叫 地 址 码
下 表 中列 出 系 统 所 使 用 的地 址 码
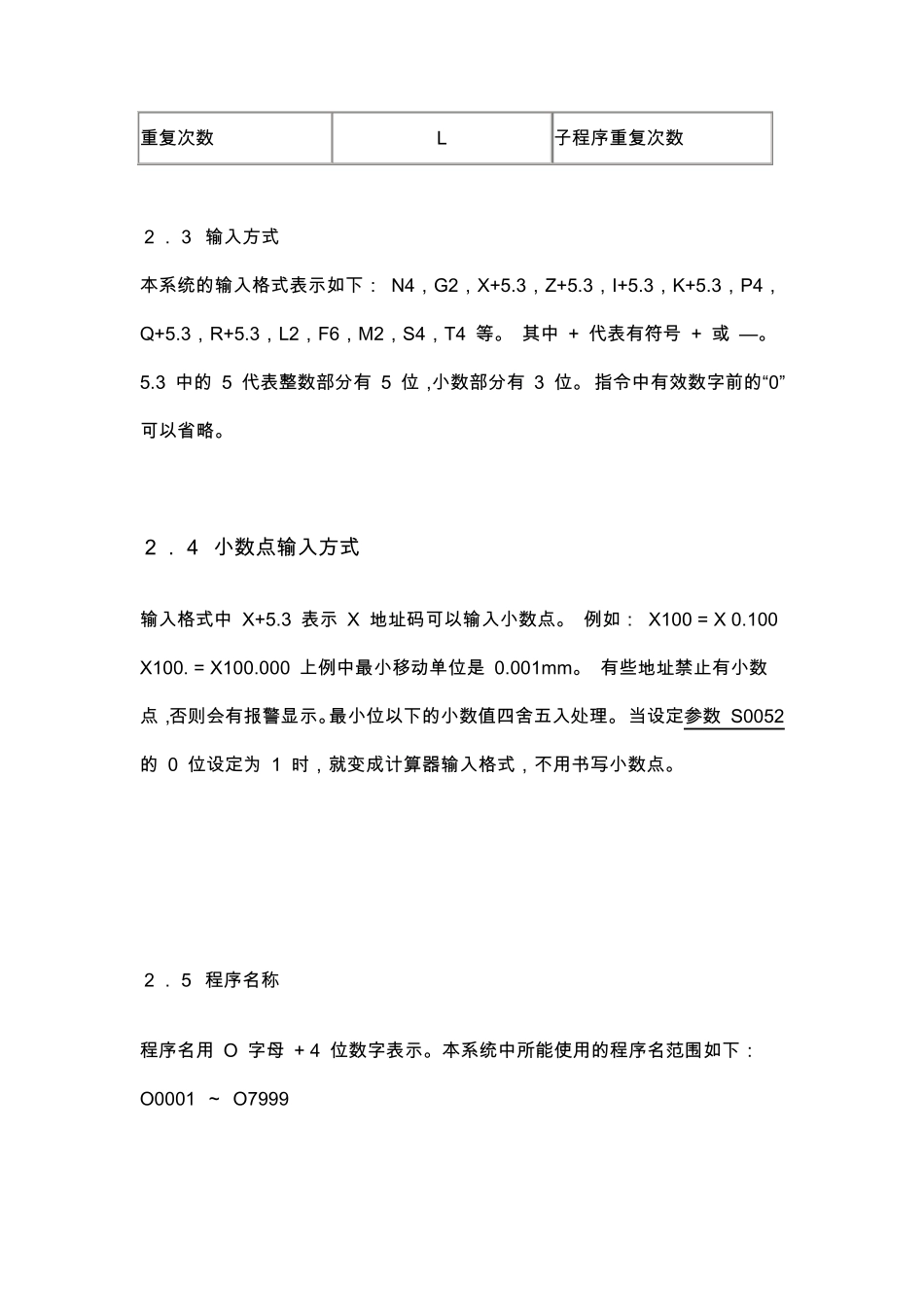
功 能 地 址 内 容 程序名 称 O 程序名 称 顺 序号 N 顺 序号 码 准 备 功 能 G 功 能 , 动 作 指令 坐 标 指令 X, Z, I, K, Q, U, W,R 坐 标 指令, 固 定 循 环 , 圆 弧 半 径 等 进 给 速 度 F 进 给 速 度 命令 主 轴 速 度 S 主 轴 速 度 命令 刀 具 功 能 T 刀 号 、 刀 补 号 命令 辅 助 功 能 M 机 床 开 关 量 命令 暂 停 时 间 P, X 暂 停 时 间 参 数 子 程序号 P 指定 子 程序号 重复次数 L 子程序重复次数 2.3 输入方式 本系统