天车轨道安装 1
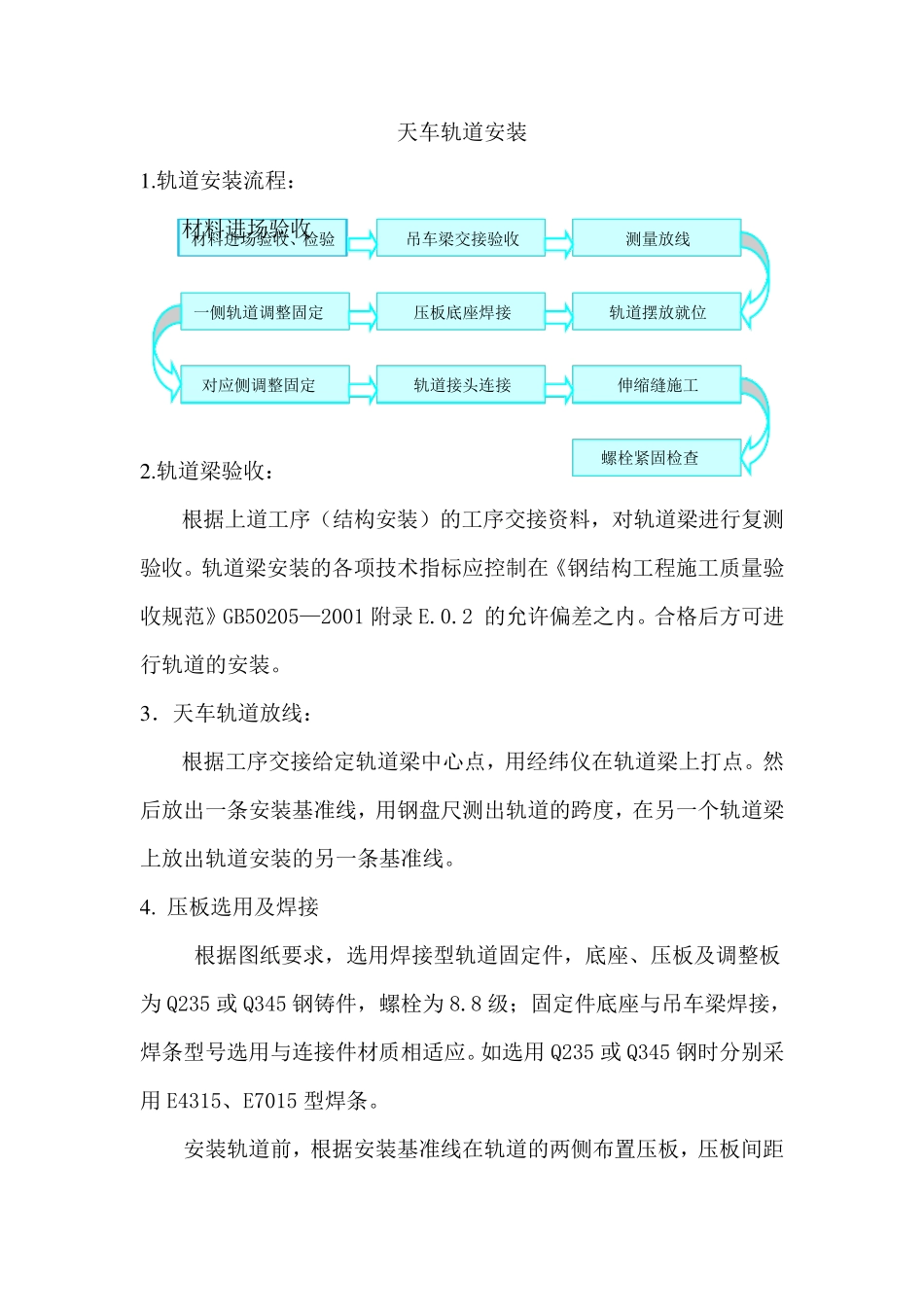
轨道安装流程: 材料进场验收 2
轨道梁验收: 根据上道工序(结构安装)的工序交接资料,对轨道梁进行复测验收
轨道梁安装的各项技术指标应控制在《钢结构工程施工质量验收规范》GB50205—2001 附录 E
2 的允许偏差之内
合格后方可进行轨道的安装
3 .天车轨道放线: 根据工序交接给定轨道梁中心点,用经纬仪在轨道梁上打点
然后放出一条安装基准线,用钢盘尺测出轨道的跨度,在另一个轨道梁上放出轨道安装的另一条基准线
压板选用及焊接 根据图纸要求,选用焊接型轨道固定件,底座、压板及调整板为 Q235 或 Q345 钢铸件,螺栓为 8
8 级;固定件底座与吊车梁焊接,焊条型号选用与连接件材质相适应
如选用 Q235 或 Q345 钢时分别采用 E4315、E7015 型焊条
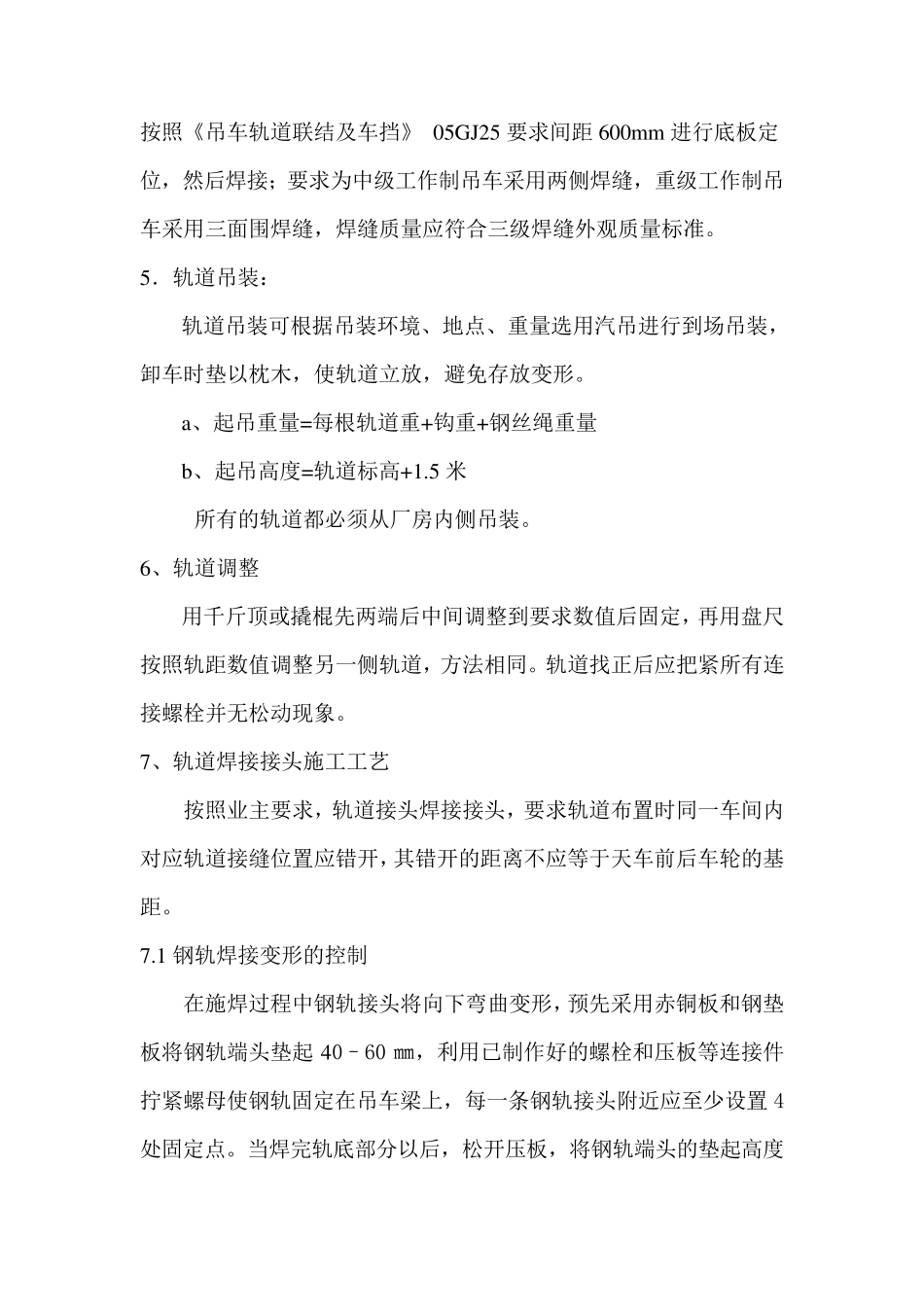
安装轨道前,根据安装基准线在轨道的两侧布置压板,压板间距材料进场验收、检验 吊车梁交接验收 测量放线 压板底座焊接 螺栓紧固检查 伸缩缝施工 轨道接头连接 对应侧调整固定 轨道摆放就位 一侧轨道调整固定 按 照 《 吊 车 轨 道 联 结 及 车 挡 》 05GJ25 要 求 间 距 600m m 进 行 底 板 定位 , 然 后 焊 接 ; 要 求 为 中 级 工 作 制 吊 车 采 用 两 侧 焊 缝 , 重 级 工 作 制 吊车 采 用 三 面 围 焊 缝 , 焊 缝 质 量 应 符 合 三 级 焊 缝 外 观 质 量 标 准
5. 轨 道 吊 装 : 轨 道 吊 装 可 根 据 吊 装 环 境 、 地 点 、 重 量 选 用 汽 吊 进 行 到 场 吊 装 ,卸 车 时 垫 以 枕 木 , 使 轨 道 立 放 , 避 免 存 放 变 形
a、 起 吊 重 量 =每 根 轨 道 重 +钩 重 +钢 丝 绳 重 量 b、 起 吊 高 度 =轨 道 标 高