下载后可任意编辑棒材生产工艺模板12024 年 4 月 19 日下载后可任意编辑2、 轧钢工艺2
1 产品大纲及金属平衡2
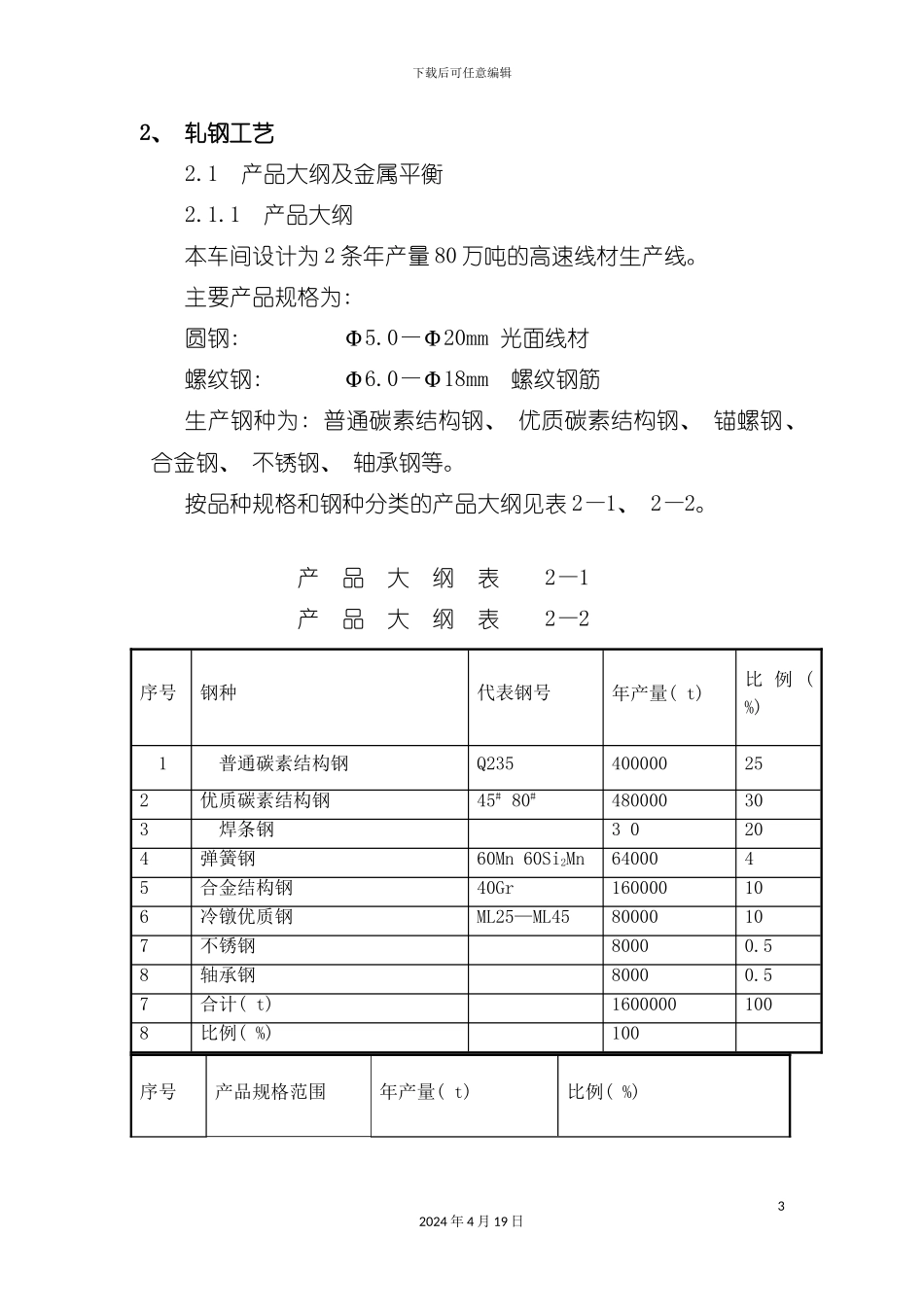
1 产品大纲本车间设计为 2 条年产量 80 万吨的高速线材生产线
主要产品规格为: 圆钢: Φ5
0—Φ20mm 光面线材螺纹钢: Φ6
0—Φ18mm 螺纹钢筋生产钢种为: 普通碳素结构钢、 优质碳素结构钢、 锚螺钢、 合金钢、 不锈钢、 轴承钢等
按品种规格和钢种分类的产品大纲见表 2—1、 2—2
产 品 大 纲 表 2—1产 品 大 纲 表 2—2序号产品规格范围年产量( t) 比例( %) 32024 年 4 月 19 日序号钢种代表钢号年产量( t) 比 例 ( %) 1普通碳素结构钢Q235400000252优质碳素结构钢45# 80#480000303焊条钢3 0 204弹簧钢60Mn 60Si2Mn 64000 45合金结构钢40Gr 160000 106冷镦优质钢ML25—ML45 80000 107不锈钢80000
58轴承钢80000
57合计( t) 16000001008比例( %) 100下载后可任意编辑1ф5-ф5
5160000102ф6
0—ф9400000253ф10—ф137 0454ф14—ф18240000155ф20800005合计1002
2 产品质量及标准( 1) 产品交货状态: 均以盘卷状态交货( 2) 产品执行标准—GB/T14981-94 热轧盘条尺寸、 外形、 重量及允许偏差—GB700-88 碳素结构钢—GB/T699-1999 优质碳素结构钢技术条件—GB6478-86 冷镦钢技术条件—GB/T3077-1999 合金结构钢技术条件—GB1222-84 弹簧钢2
3 原料车间所用原料为连铸坯, 全部由潍钢炼钢供给, 钢坯规格尺寸 为 : 150×150×1 mm, 净 重 为