下载后可任意编辑模锻件的结构工艺性模锻主要靠锻模模膛使坯料成形, 锻件形状比较复杂
但为减少制模成本和简化模锻工艺, 设计模锻零件时, 应根据模锻特点和工艺要求, 使零件结构符合下列原则, 以便于模锻生产和降低成本
(1)模锻零件必须具有一个合理的分模面, 以保证模锻件易于从锻模中取出, 又利于金属充填、 减少余块和敷料, 锻模容易制造
(2)与分模面垂直的非加工面应设计出模锻斜度, 以利于从模膛中取出锻件
非加工面的交接处应采纳圆角过渡, 以利于金属在模膛中流动充填和防止产生应力集中
(3)应避开筋的设置过密或高宽比过大, 以利于金属充填模膛
(4)为了减小变形抗力, 使金属容易充满模膛和减少工序, 零件外形力求简单、 平直和对称, 尽量避开零件截面间差别过大, 腹板过薄(如图 5—50所示), 或具有薄壁、 高筋、 凸起等结构
图 5—50a 所示零件的最小截面与最大截面之比如小于 O
5 就不宜采纳模锻方法制造
另外, 该零件的凸缘薄而高, 中间凹下很深也难于用模锻方法锻制
图 5—50b 所示零件扁而薄, 模锻时薄的部分金属容易冷却, 不易充满模膛
(5)在零件结构允许的条件下, 设计时应尽量避开深孔或多孔结构, 以利于制模和减少余块, 如图 5—51 所示的四个 Φ20mm 的孔就不能锻出, 只能用机械加工成形
下载后可任意编辑 (6)形状复杂件宜采纳锻—焊、 锻—螺纹连接等组合结构, 以简化模具和减少余块, 简化模锻工艺, 如图 5—52 所示
(7)由于模锻件尺寸精度高和表面粗糙度值低, 因此零件上只有与其它机件配合的表面才需进行机械加工, 其它表面均应设计为非加工表面
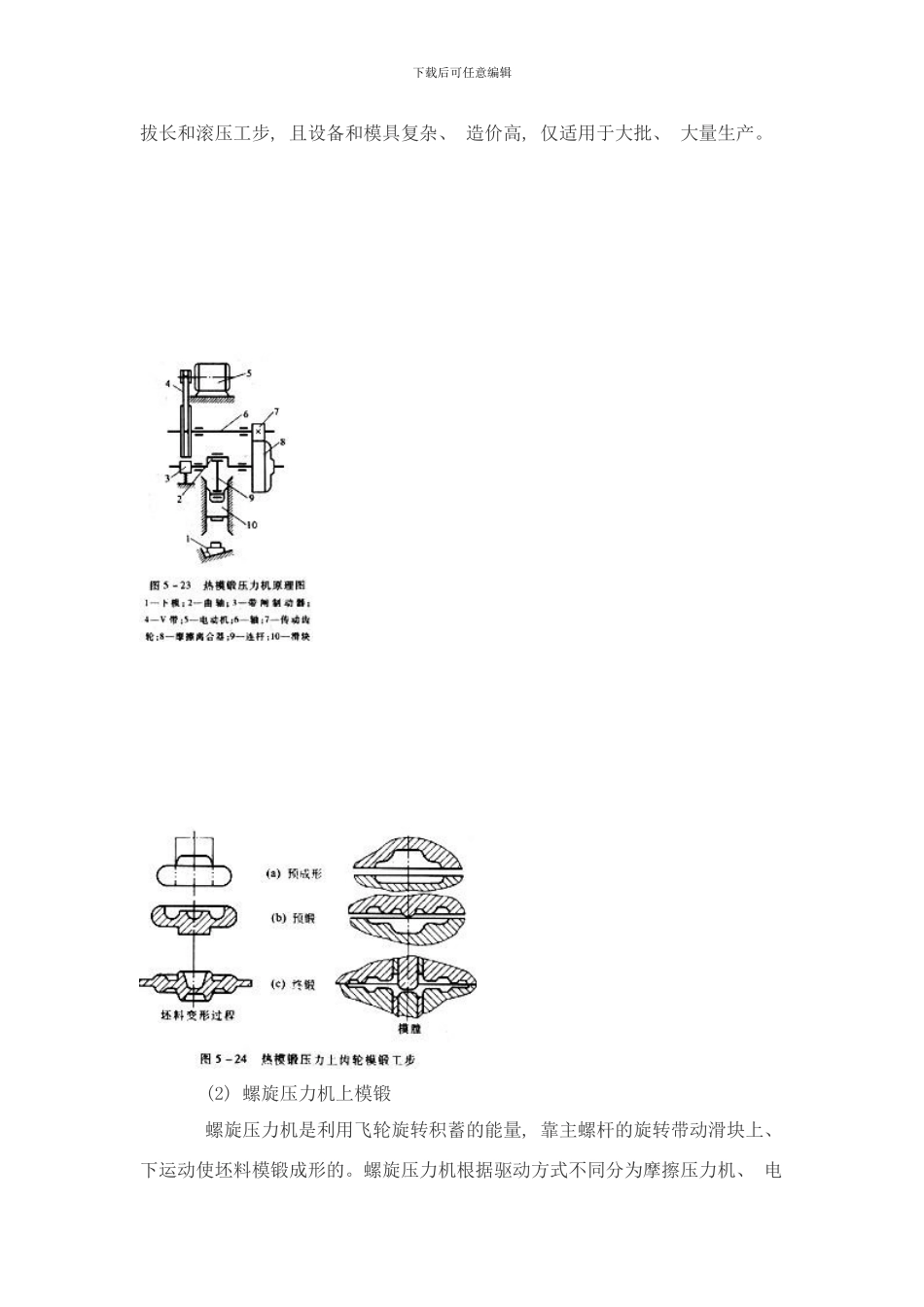
压力机上模锻进行模锻生产的压力机有热模锻压力机、 螺旋压力机和平锻机等
(1) 热模锻压力机上模锻 热模锻压力机采纳整体床身或有预应力的框架式机身, 经过曲柄连杆机构使滑块往复运