下载后可任意编辑液压轴向柱塞泵马达工艺设计及生产线规划概述12024 年 4 月 19 日下载后可任意编辑液压轴向柱塞泵马达工艺设计及生产线规划一、生产纲领 Xx 液压公司厂房的规划建设、设备选型工作根据公司高层指示,紧密围绕挖掘机配套液压元件批量生产来展开,满足年产 1 万台小型挖掘机、2 万台中型挖掘机配套泵、马达的需求,共计年产泵、马达 12 万台
XX 液压公司对主泵、马达的各零部件根据工艺路线进行分类、汇总,根据各型产品关键零部件的技术和加工工艺特点,确定了批量生产车间各类型主要零件成组单元的生产工艺方案,达到 6 型马达、3 型泵年产 I2 万台的生产能力
在设备选型和工艺布置上参照了川崎、萨奥、纳博等标杆液压件生产厂家生产模式,借鉴了国内外一流标杆企业的冷、热加工和辅助设备
以精益生产为指导思想,根据典型零件成组分类、成组工艺、制定标准工艺流程,根据同类零件年产量确定了中小批量、大批量两种不同生产模式的设备选型和生产单元布置模式
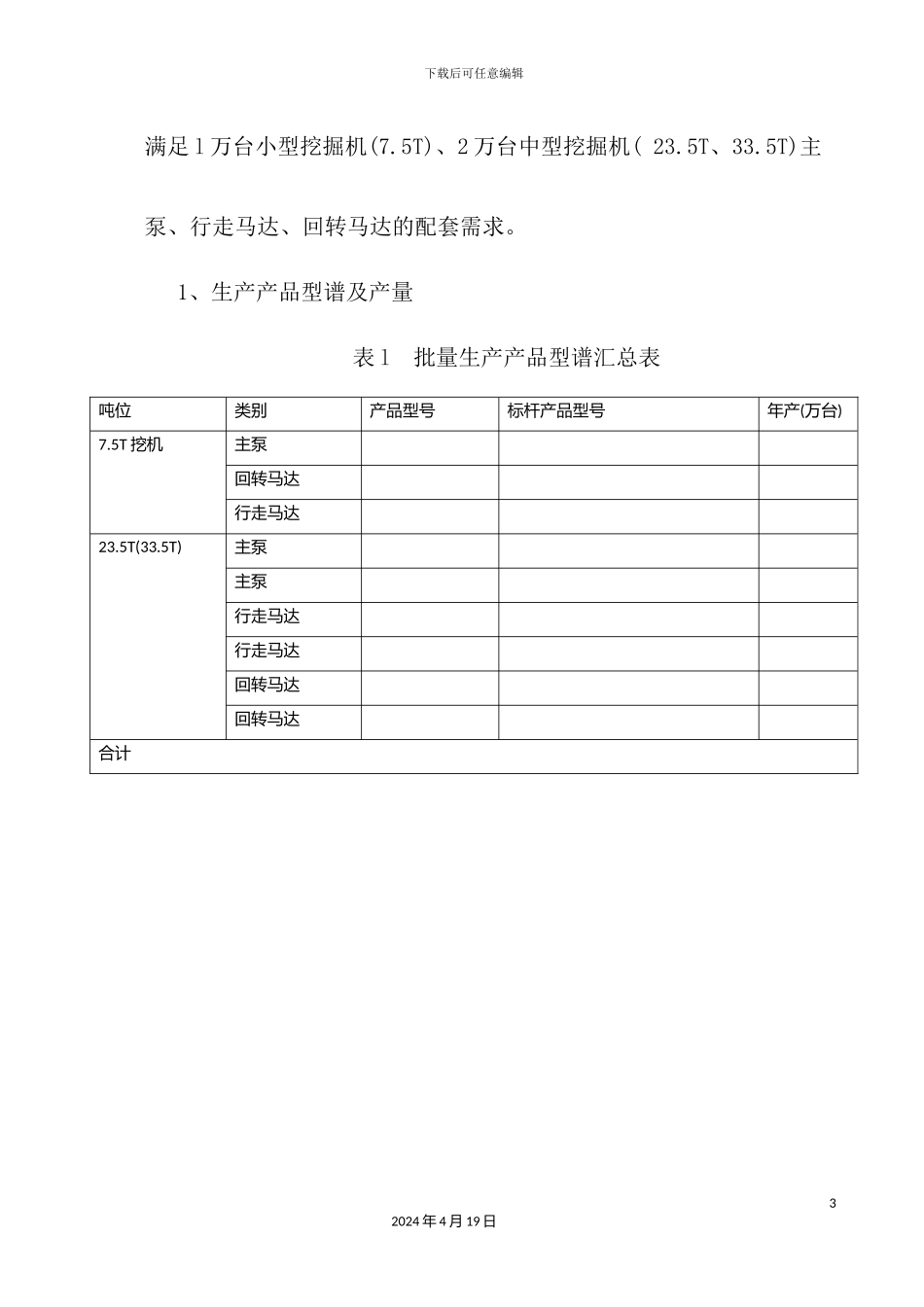
投产后可22024 年 4 月 19 日下载后可任意编辑满足 l 万台小型挖掘机(7
5T)、2 万台中型挖掘机( 23
5T)主泵、行走马达、回转马达的配套需求
1、生产产品型谱及产量表 l 批量生产产品型谱汇总表吨位类别产品型号标杆产品型号年产(万台)7
5T 挖机主泵回转马达行走马达23
5T)主泵主泵行走马达行走马达回转马达回转马达合计32024 年 4 月 19 日下载后可任意编辑2、生产单元零件类型及产量序号生产单元名称成组零件种数单品种最大年产量生产规模共计年产量1端盖单元2壳体单元3斜盘单元4阀体单元5主轴单元6缸体球铰单元7柱塞滑靴单元8配流盘回程盘单元9阀芯阀套单元10精密磨削单元11热处理、下料单元12装配单元13试验单元14喷漆包装单元15原材料、外协外购件仓库16动力设备3、工作时间