铸造生产过程的质量控制山东鑫昊精密机械股份有限公司翟明周案例1(铸件外观)解决方案:1
提高型砂性能,加入5%-10%的新砂(50-100目)2
提高铸件紧实率(砂型硬度85以上)3
对芯子、冷铁等进行烘烤
在砂型上喷耐火涂料
调整铁水浇注温度(1350-1400℃)该铸件是驱动轴套管,浇注重量120Kg,浇注时间14-17S,问题描述:出现粘砂、呛火废品,外观质量太差
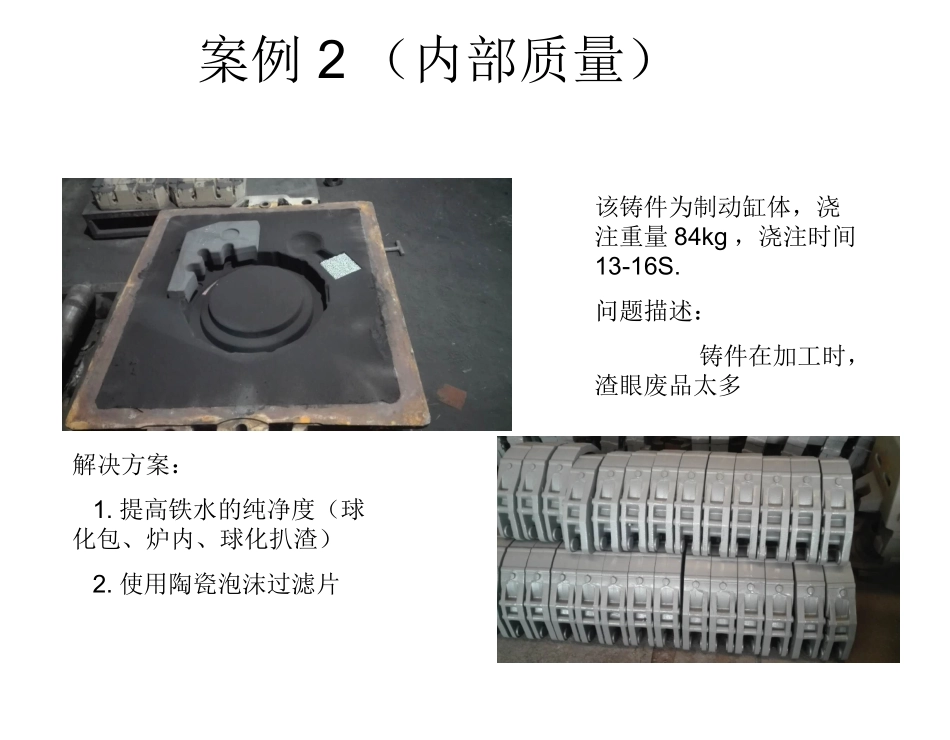
案例2(内部质量)该铸件为制动缸体,浇注重量84kg,浇注时间13-16S
问题描述:铸件在加工时,渣眼废品太多解决方案:1
提高铁水的纯净度(球化包、炉内、球化扒渣)2
使用陶瓷泡沫过滤片铸件质量的稳定,取决于每个生产过程质量的可控备注:由于铸造过程的特殊性(如原材料、造型设备、操作方式的差异),下面出现的技术参数仅供参考
型砂的配制项目紧实率(%)水分(%)湿压强Mpa湿透气性AFA有效煤粉(%)有效膨润土(%)含泥量(%)粒度型砂温度℃FBO冬:35-40冬:3-40
14100~1603~57~1011~1450/100